
Ev / Haberler / Sektör haberleri / Alüminyum Döküm Projeleri: Süreçler, Alaşımlar ve Tasarım Kılavuzu
Alüminyum Döküm Kılavuzu
Nedir? Alüminyum Döküm Projeler - Ve Neden Modern Üretime Hakim Oluyorlar
Alüminyum döküm projeleri, küçük amatör arka bahçe dökümlerinden havacılık ve otomotiv sektörlerine yönelik yüksek hacimli endüstriyel üretim çalışmalarına kadar her şeyi kapsar. Kısa cevap: Alüminyum döküm, günümüzde mevcut olan en çok yönlü, uygun maliyetli ve ölçeklenebilir metal işleme yöntemlerinden biridir ve dekoratif bahçe heykellerinden yapısal motor bloklarına kadar uygulanabilir projelerin yelpazesi gerçekten çok büyüktür. Alüminyum döküm yaklaşımının uygulamanıza uyup uymadığını değerlendiriyorsanız, geometriniz, tolerans gereksinimleriniz ve üretim hacminiz için doğru döküm sürecini seçmeniz koşuluyla cevap neredeyse her zaman evettir.
Alüminyumun yoğunluğu yaklaşık olarak 2,7 g/cm³ çeliğin üçte birinden daha azdır, ancak modern alüminyum alaşımları 500 MPa'nın üzerinde çekme mukavemetlerine ulaşır. Bu güç-ağırlık oranı, alüminyum dökümü pek çok zorlu sektöre iten şeydir. Küresel alüminyum döküm pazarı yaklaşık olarak değerlendi. 2023'te 67,5 milyar dolar Grand View Research tarafından yayınlanan verilere göre, 2030 yılına kadar 95 milyar ABD dolarını aşacağı tahmin ediliyor; bu, büyük oranda elektrikli taşıtların (EV) benimsenmesi ve ulaşım endüstrilerindeki hafifleme talimatlarının yol açtığı yıllık bileşik büyüme oranıdır.
Bu makale tüm manzarayı kapsamaktadır: ana döküm süreçleri, belirli proje türleri için en iyi alüminyum alaşımları, kusurları önleyen tasarım kuralları, üretim verileriyle birlikte gerçek dünya proje örnekleri, bitirme teknikleri ve maliyet ve teslim süresi beklentilerine dürüst bir bakış. İster ilk kum döküm dökümünü planlayan bir imalatçı olun, ister basınçlı döküm takımlarını değerlendiren bir ürün mühendisi olun, aşağıdaki bilgiler hemen işinize yarayacak şekilde düzenlenmiştir.
Beş Çekirdekli Alüminyum Döküm Prosesleri — Yan yana Karşılaştırıldı
Doğru prosesin seçilmesi herhangi bir alüminyum döküm projesinde en önemli karardır. Her yöntem, takım maliyeti, yüzey kalitesi, boyut toleransı, minimum duvar kalınlığı ve ekonomik sipariş miktarı arasında farklı bir denge sunar. Aşağıdaki tablo pratikteki ödünleşimleri özetlemektedir.
| Süreç | Takım Maliyeti | Yüzey İşlemi (Ra) | Tolerans (tipik) | En İyi Ses Aralığı | Min. Duvar Kalınlığı |
|---|---|---|---|---|---|
| Kum Döküm | Düşük (500-5.000 Dolar) | 12–25 mikron | ±0,5–1,5 mm | 1–5.000 adet | 3–5 mm |
| Kalıcı Kalıp (Yerçekimi Kalıp) | Orta (5.000-30.000 Dolar) | 3–6 mikron | ±0,25–0,5 mm | 1.000–50.000 adet | 2–3 mm |
| Yüksek Basınçlı Döküm (HPDC) | Yüksek (20.000$–200.000$) | 1–2 mikron | ±0,05–0,15 mm | 10.000–1.000.000 adet | 0,8–1,5 mm |
| Hassas Döküm (Kayıp Balmumu) | Orta-Yüksek (3.000-50.000 Dolar) | 1,5–3 mikron | ±0,1–0,25 mm | 100–20.000 adet | 1–2 mm |
| Kayıp Köpük Döküm | Düşük-Orta (1.000-15.000 Dolar) | 5–10 mikron | ±0,3–0,8 mm | 500–30.000 adet | 2–4 mm |
Kum Döküm: Özel Alüminyum Projelerin Giriş Noktası
Kum dökümü, özel, düşük hacimli veya prototip çalışmaları için en erişilebilir alüminyum döküm yöntemi olmayı sürdürüyor. Yeşil kum (silis kumu, bentonit kili ve nem karışımı) bir ahşap veya üretan desenin etrafına paketlenir, desen çıkarılır ve erimiş alüminyum (tipik olarak 660-720°C'de) boşluğa dökülür. Çevrim süreleri basınçlı dökümle karşılaştırıldığında yavaştır ancak esasen üst boyut sınırı yoktur. Defiance, Ohio'daki GM Döküm tesisi, her biri 40 kg'ın üzerinde ağırlığa sahip kum döküm alüminyum motor bloklarını, otomatik eşleştirme plakası kalıplama hatlarını kullanarak döküyor; bu da, kum dökümünün, uygun şekilde aletle kullanıldığında hobi amaçlı kullanımın ötesinde ölçeklendiğini gösteriyor.
Arka bahçedeki dökümhane projeleri için yeşil kumun karıştırılması ve yeniden kullanılması ucuzdur. Temel iki parçalı bir şişe düzeni, A356 veya 319 gibi alaşımlarla mükemmel sonuçlar üretebilir. Kritik değişken nem içeriğidir: çok ıslak, buhar gözenekliliğine neden olur; çok kuru çöküyor. Hedef kabaca Ağırlıkça %2–4 nem , sıkma testiyle kolayca kontrol edilebilir.
Yüksek Basınçlı Döküm: Hacim, Hassasiyet ve İnce Duvarlar
HPDC, erimiş alüminyumu, sertleştirilmiş bir çelik kalıba, basınçlarda enjekte eder. 10–175 MPa boşluğu milisaniyeler içinde dolduruyor. Süreç son derece hızlıdır; orta karmaşıklıktaki parçalar için 30-120 saniyelik çevrim süreleri yaygındır ve optimize edilmiş tasarımlarda 0,8 mm kadar düşük duvar kalınlıklarına sahip, net şekle yakın parçalar üretir. Otomotiv sektörü hakim kullanıcıdır. Alüminyum Derneği'ne göre yaklaşık olarak Tüm otomotiv alüminyum dökümlerinin %75'i Motor karterleri, şanzıman muhafazaları ve 9.000 tona varan kenetleme kuvvetlerine sahip mega döküm makineleri (giga presler) tarafından üretilen giderek artan büyük yapısal bileşenler de dahil olmak üzere HPDC aracılığıyla üretiliyor; Tesla'nın öncülüğünü yaptığı ve şimdi Toyota, Volvo ve diğerleri tarafından benimsenen bir teknoloji.
HPDC'nin ana dezavantajı gözenekliliktir: Hızlı doldurma sırasında havanın hapsedilmesi, yapısal bütünlüğü tehlikeye atabilecek ve ısıl işlemi önleyebilecek mikroskobik boşluklar oluşturur. Vakum destekli döküm (VADC), bunu önemli ölçüde azaltarak T6 ısıl işlemine olanak tanır ve ikincil silikon alaşımlarıyla bile çekme mukavemetini 300 MPa'nın üzerine çıkarır.
Alüminyum Döküm Alaşımları - Malzemenin Proje Gereksinimleriyle Eşleştirilmesi
Tüm alüminyum alaşımları aynı şekilde dökülmez veya performans göstermez. Döküm alüminyum alaşımları, birincil alaşım elementlerini ve bileşimlerini gösteren dört basamaklı bir sistemle (örneğin, A380, A356, 319) tanımlanır. Alaşım seçimi akışkanlığı, sıcak yırtılma direncini, mekanik mukavemeti, korozyon direncini ve işlenebilirliği etkiler; bunların tümü alaşım aileleri arasında önemli ölçüde farklılık gösterir.
A380
A380 — Çok Amaçlı HPDC İş Makinası
A380 (Al-Si8.5Cu3.5) Tüm alüminyum dökümlerin %85'i Alüminyum Birliği'ne göre Kuzey Amerika'da. Yüksek silikon içeriği (%7,5-9,5) mükemmel akışkanlık ve minimum büzülme sağlarken, bakır ilaveleri çekme mukavemetini döküm halinde 317 MPa'ya çıkarır. Eloksal için uygun değildir (bakır içeriği lekelenmeye neden olur), ancak toz boyayı ve boyayı son derece iyi tutar. Elektronik muhafazaları, otomotiv braketleri, elektrikli alet muhafazaları ve pnömatik manifoldlar için kullanılır.
A356
A356 — Yapısal ve Görünüm Alaşımı
A356 (Al-Si7Mg0.3), T6 ısıl işleminin planlandığı kum ve kalıcı kalıp projelerinde standart tercihtir. 538°C'de çözelti işlemi ve 154°C'de yapay yaşlandırma sonrasında A356-T6, çekme mukavemeti sağlar. 262 MPa ve 186 MPa akma dayanımı — döküm değerlerinden önemli ölçüde daha iyi. Düşük bakır içeriği, temiz bir şekilde anodize edilmesi anlamına gelir ve bu da onu mimari dökümler, aydınlatma armatürleri, satış sonrası jantlar ve havacılık muhafazaları için popüler kılar. Alaşımın mükemmel kaynaklanabilirliği, onarım veya imalat işleri için ikincil bir avantajdır.
319
319 — Otomotiv ve Genel Mühendislik
319 (Al-Si6Cu3.5), kum döküm motor bileşenleri (silindir kafaları, emme manifoldları ve şanzıman kutuları) için geleneksel seçimdir. Bakır içeriği, çalışma ortamı 150°C'yi aştığında önemli olan yüksek sıcaklıklarda iyi bir dayanıklılık sağlar. Ford, GM ve Chrysler, onlarca yıldır itme çubuğu ve OHC motor kafalarında 319 ailesi alaşımları kullanıyor. Bakır içeriği spesifikasyonun alt sınırına kadar kontrol edilirse, alaşım temiz bir şekilde işlenir ve sert anotlamayı makul derecede iyi kabul eder.
535
535 (Almag 35) — Denize ve Korozyona Dirençli Projeler
Tuzlu suya veya yüksek nemli ortamlara maruz kalan projeler için (deniz donanımı, kıyı mimari elemanları, kimyasal işleme ekipmanı) 535 (Al-Mg6.8), olağanüstü korozyon direnci, iyi kaynaklanabilirlik ve anotlama sonrasında doğal parlak bir yüzey sunar. Daha düşük silikon içeriği, dökümü daha zor hale getirir (daha yüksek sıcak yırtılma duyarlılığı) ve dikkatli bir yolluk tasarımı ve kontrollü dökme sıcaklıkları gerektirir. Döküm sırasındaki çekme mukavemeti yaklaşık olarak 240MPa , ısıl işleme gerek kalmadan A356-T6 ile karşılaştırılabilir.
Sektörler Arasında Gerçek Dünya Alüminyum Döküm Projesi Örnekleri
Aktif üretimdeki alüminyum döküm projelerinin kapsamı çoğu insanın düşündüğünden daha geniştir. Aşağıdaki örnekler, her biri ilgili süreç ve alaşım verilerine sahip hobi, endüstriyel, mimari ve tüketici ürünü bağlamlarını kapsamaktadır.
01
Arka Bahçe Dökümhanesi: Kum Döküm Alüminyum Bıçak Koruması ve Desteği
Yapımcı topluluğundaki popüler bir giriş seviyesi alüminyum döküm projesi, özel bıçaklar için kum döküm bıçak koruyucuları, parmak koruyucuları ve destekleri içerir. Parçalar küçüktür (tipik olarak 50 g'ın altında), geometrik olarak basittir ve yeşil kum dökümüne özgü yüzey pürüzlülüğünü tolere eder. A356 veya hurda pistonlar (genellikle 4032 alaşımı) iyi çalışır. Erime sıcaklığı tutulmalıdır 700–730°C Aşırı gaz emilimi olmadan tam dolumun sağlanması. 120'den 600'e kadar ıslak ve kuru zımpara kağıdıyla bitirme ve ardından cilalama, döküm sonrası ısıl işlem gerektirmeden aynaya yakın bir görünüm elde eder.
02
Mimari Alüminyum Döküm: Kolon Başlıkları, Korkuluklar ve Süs Panelleri
Mimari alüminyum döküm projelerinin uzun bir geçmişi vardır; 1884 yılında Washington Anıtı'na yerleştirilen alüminyum kapak, hassas alüminyum dökümün kaydedilen en eski kullanımlarından biri olmaya devam etmektedir. Modern mimari projelerde A356 veya 535 alaşımlarıyla kalıcı kalıp veya kum döküm kullanılmaktadır. Tipik uygulamalar arasında dekoratif merdiven korkulukları, dekoratif sütun başlıkları, bina cephe panelleri ve özel kapı donanımları yer alır. Eloksallama - özellikle 25-50 µm'ye kadar sert kaplamalı anotlama - tasarım özelliklerine uyacak şekilde renklendirilebilen dayanıklı, az bakım gerektiren korozyon koruması sağlar. Körfez Kıyısı bölgesindeki pek çok üretici, teslim süreleri 2000 metre olan kum döküm mimari elemanlar tedarik ediyor. Özel desenler için 4–8 hafta .
03
Otomotiv: HPDC Motor Blokları ve Yapısal Dökümler
Modern kompakt otomobil motorları neredeyse evrensel olarak alüminyum alaşımlı bloklar kullanır. 2004 yılında tanıtılan BMW N52 sıralı altılı model, dökme alüminyum taban plakası ve A380 türevi karter ile magnezyum-alüminyum kompozit blok kullanıyor; 10 kg önceki demir bloklu motordan. Rivian ve Hyundai Ioniq platformlarında kullanılanlar gibi çağdaş EV akü tepsisi yapıları, daha önce yediye kadar ayrı damgalanmış ve kaynaklı parçayı tek bir net şekilli dökümde birleştiren, entegre soğutma kanallarına sahip çok boşluklu HPDC alüminyum dökümlerdir. Bu konsolidasyon, montaj süresini kısaltır ve eşdeğer çelik yapılara kıyasla yaklaşık %30 daha düşük kütleyle yapısal sağlamlığı artırır.
04
Elektronik Muhafazalar: Döküm Yoluyla Termal Yönetim
Yüksek güçlü elektronikler (motor sürücüleri, güç invertörleri, telekom baz istasyonu amplifikatörleri, LED sürücüleri) muhafazalar için sıklıkla alüminyum döküm kullanır çünkü malzeme hem muhafaza hem de soğutucu olarak çift görev yapar. Entegre kanatlı A380 HPDC muhafazaları, termal direnç değerlerine ulaşır 0,5–1,5°C/W doğal konveksiyonda, basınçlı havanın olmadığı birçok endüstriyel uygulama için yeterlidir. RF koruma uygulamaları için A380'deki 3–5 mm'lik duvar kalınlığı, 500 MHz'in üzerinde etkili zayıflama sağlar. Sıvı soğutmalı soğuk plakalar için karmaşık iç akış kanalı geometrisine ihtiyaç duyulduğunda hassas döküm tercih edilir.
05
Havacılık: Yatırım Döküm Yapısal Braketler ve Muhafazalar
A356 veya A357 alaşımlarıyla hassas döküm, geometri karmaşıklığının ve dar toleransların uygun maliyetli bir seçenek olarak işlemeyi ortadan kaldırdığı uçak gövdesi braketleri, aviyonik muhafazalar ve hidrolik manifoldlar için standart uygulamadır. Uçaklarda kullanılan tipik alüminyum hassas dökümler, ±0,13 mm boyutsal toleranslar ve ek işleme gerekmeden 3,2 µm Ra yüzey kalitesi. İşlem, kum dökümünün güvenilir bir şekilde üretemeyeceği alttan kesmelere, ince duvarlara ve organik konturlara izin verir. Precision Castparts ve Hitchiner Manufacturing gibi şirketler, Boeing, Airbus ve Lockheed Martin platformlarına bu tür havacılık alüminyum hassas dökümlerini tedarik ediyor.
06
Sanat ve Heykel: Kayıp Köpük Alüminyum Döküm Projeleri
Kayıp köpük dökümü heykeltıraşlar ve sanatçılar arasında popülerdir çünkü EPS köpük herhangi bir taslak açısı veya maça kutusu olmadan şekillendirilebilir, oyulabilir ve monte edilebilir; köpük, dökme sırasında erimiş alüminyum tarafından tüketilir ve orijinal modelin tam bir kopyası kalır. Chicago ve Portland gibi şehirlerdeki halka açık sanat dökümhaneleri, kayıp köpük alüminyum dökme seanslarına açık erişim sunuyor. Tamamen dekoratif parçalar için alaşım seçimi daha az kritiktir; ikincil A380 veya 383 hurda, iyi akışkanlıkla yeterli sonuçlar verir. Dökmeler genellikle bir 2–4 mm yolluk ve yükseltici sistemi İnce heykelsi özelliklerin tamamen doldurulmasını sağlamak için parça hacmine göre.
Alüminyum Döküm Projelerinde Kusurları Önleyen Tasarım Kuralları
Alüminyum döküm kusurlarının çoğu, üretilmez, tasarlanır. CAD aşaması sırasında yerleşik döküm için tasarım (DFC) yönergelerinin takip edilmesi, tek bir kalıp kesilmeden önce gözeneklilik, soğuk kapanma, yanlış çalışma ve sıcak yırtılma arızalarının çoğunu ortadan kaldırır. Aşağıdaki kurallar genel olarak kum, kalıcı kalıp ve basınçlı döküm işlemlerine uygulanır ve sürece özel ayarlamalar belirtilir.
Et Kalınlığı Düzgünlüğü
Düzgün olmayan duvar kalınlığı, büzülme gözenekliliğini en son katılaşan bölgeye doğru yönlendiren farklı soğutma hızları yaratır. Önerilen tasarım hedefi, duvar kalınlığı değişiminin en fazla olmasıdır. Bitişik bölümler arasında 2:1 . Ağır çıkıntıların veya flanşların kaçınılmaz olduğu durumlarda, malzemenin çıkarılması veya geçişlerin cömert yarıçaplarla harmanlanması termal kütle farkını azaltır. HPDC için, çoğu yapısal uygulama için 2-4 mm'lik nominal duvar kalınlığını hedefleyin; 6 mm'nin üzerindeki duvarlar, vakum destekli dolgu kullanılmadığı sürece gaz gözenekliliği biriktirmeye başlar.
Tüm İç Köşelerdeki Radyuslar ve Yarıçaplar
Keskin iç köşeler gerilimi yoğunlaştırır ve katılaşma sırasında sıcak noktalar oluşturur. Minimum iç fileto yarıçapı 1,5 × duvar kalınlığı ASM International'ın Alüminyum Döküm Tasarımı yönergeleri tarafından tavsiye edilmektedir. 1 mm'lik bir yarıçap bile, gerçekten keskin bir köşeye kıyasla gerilim yoğunlaşma faktörlerini önemli ölçüde azaltır. Dış köşeler daha keskin olabilir (minimum 0,5 mm yarıçap) ancak dökme alüminyumda asla tamamen kare olmamalıdır.
Kalıp Ayırma için Taslak Açıları
Kalıp çekme yönüne paralel tüm yüzeyler taslak açıları gerektirir. Standart minimumlar Kum döküm için 1–2°, kalıcı kalıp için 1–3° ve HPDC için 0,5–1,5° dış yüzeylerde (döküm maçaların üzerinde büzüldüğü için iç yüzeylerde biraz daha fazla). Yetersiz çekim, kalıp aşınmasına, maça kırılmasına ve sonuçta döküme zarar veren çıkarma güçlüğüne yol açar. Kalıba bakan yüzeylerde taslak olmamalıdır; çizimde ayırma düzleminin hangi yönde olduğunu açıkça belirtin.
Yönlü Katılaştırma için Yolluk ve Yükseltme
İyi geçit tasarımı, sıvı metali ince bölümlerden kalın bölümlere doğru kademeli olarak besleyerek en ağır bölgelerin tamamen katılaşana kadar bir sıvı rezervuarına (yükseltici) bağlı kalmasını sağlar. Chvorinov kuralı (katılaşma süresi (Hacim/Yüzey Alanı)² ile orantılıdır) yükselticinin boyutlandırılmasına rehberlik eder: bir yükselticinin en az bir modüle sahip olması gerekir En ağır bölümün 1,2 katı besleniyor. MAGMASOFT, Flow-3D ve ProCAST gibi simülasyon yazılımları, üretim kalıplarını kesmeden önce geçit ve yükseltici tasarımını doğrulamak için yaygın olarak kullanılır ve deneme yanılma maliyetlerini önemli ölçüde azaltır.
Dökme Alüminyumda Diş ve Uç Tasarımı
Dökme alüminyum, ağır torklu bağlantı elemanları uygulamalarında doğrudan kaba dişler için fazla yumuşaktır. Seçenekler şunları içerir: (1) çelik veya pirinç dişli uçlardan döküm — Heli-Coil ve E-Z Lok ürünleri yenileme uygulamaları için popülerdir; (2) döküm sonrası işlenmiş dişlerin kullanılması, en azından 1,5× diş çapı bağlantı uzunluğu ; veya (3) termoplastik bitişik tasarımlar için ultrasonik kesici uç kurulumunun belirtilmesi. HPDC parçaları, dikkatli kalıp tasarımıyla minimum 2,0 mm çapa kadar göbekli delikler içerebilir ve böylece döküm sonrası delme gereksinimlerini azaltır.
Eriyik Kalite Kontrolü — Alüminyum Dökümde Yeni Başlayanların Çoğunun Gözden Kaçtığı Adım
Dökme noktasındaki erimiş alüminyumun kalitesi, bitmiş dökümün kalite tavanını belirler. Kötü hazırlanmış metalden mükemmel şekilde tasarlanmış bir parça dökümü yine de gözeneklilik, oksit kalıntıları ve azaltılmış mekanik özellikler sergilemeye devam edecektir. Deneyimli dökümhane operatörleri eriyik hazırlama işlemini kalıp tasarımı kadar ciddiye alır.
Hidrojen Gözenekliliği: En Yaygın Alüminyum Döküm Hatası
Alüminyum sıvı haldeki hidrojeni kolayca çözer; 750°C'deki sıvı alüminyum tutabilir 100 g metal başına yaklaşık 0,65 cm³ , katı halde 100 g başına yalnızca 0,034 cm³'e karşılık gelir (Alüminyum Birliği'nin verilerine göre). Eriyik katılaştığında, çözünmüş hidrojenin büyük çoğunluğu reddedilir ve döküm boyunca mikroskobik kabarcıklar (gözeneklilik) oluşur. Birincil hidrojen kaynakları atmosferik nem, ıslak hurda, yağlı geri dönüşler ve ıslak akıdır.
Döner bir gaz giderme ünitesi (SNIF işlemi veya eşdeğeri) yoluyla kuru nitrojen veya argon ile gazın giderilmesi, çözünmüş hidrojeni aşağıdaki seviyeye indirir 100 g başına 0,10 cm³ ticari uygulamada - çoğu döküm geometrisinde görünür gözeneklilik eşiğinin çok altındadır. Döner gaz giderme ekipmanı olmayan hobiciler, heksakloroetan tabletleri kullanabilir (uygun havalandırmayla - süreç klor gazı üretir) veya tüm aletleri önceden ısıtarak ve fırın kapaklarını kapalı tutarak eriyikteki neme maruz kalmayı en aza indirebilir.
Oksit Kapanımları ve Akı Uygulaması
Alüminyum, havaya maruz kaldığında anında oksitlenerek ince fakat kalıcı bir alümina (Al₂O₃) kabuğu oluşturur. Türbülanslı dökme, bu kabuğu eriyiğin içine katlayarak katılaşmış dökümde çatlak başlangıç bölgeleri görevi gören oksit bifilmleri oluşturur. Birmingham Üniversitesi'nden merhum Profesör John Campbell, oksit bifilmlerin çoğu alüminyum döküm mekanik özelliği dağılımının temel nedeni olduğunu belgelemek için onlarca yıl harcadı - aynı dökümlerde %30-40'lık çekme mukavemeti değişkenliği genellikle bifilm dağılımına kadar uzanır.
Pratik karşı önlemler şunları içerir: üstten dökme dudaklı kepçeler yerine alttan dökme kepçeleri, yolluk sistemindeki seramik köpük filtreler (alüminyum için 20-30 ppi), azaltılmış dökme yüksekliği ve kontrollü dökme hızı ve kalıp girişindeki türbülansın en aza indirilmesi. Akı ilaveleri (potasyum klorür/sodyum klorür karışımları gibi eritkenleri kapsar) eriyik yüzeyini ısıtmalar arasındaki atmosferik oksidasyondan korur ve dökmeden önce süzülmek üzere oksit parçacıklarının birleştirilmesine yardımcı olur.
Sıcaklık Kontrolü ve Aşırı Isıtma
Çoğu alüminyum döküm alaşımının sıvılaşma sıcaklıkları 555°C ve 615°C . Aşırı kızgın sıcaklıkta (sıkışmanın 80-100°C'nin üzerinde) dökmek, HPDC'de gaz emilimini, oksit oluşumunu ve kalıp erozyonunu artırır. Çok soğuk dökmek, hatalı çalışma ve soğuk kapanmalara neden olur; bu alanlar, kalıbı doldurmadan önce metal ön kısmın katılaştığı bölgelerdir. Çoğu uygulama için en uygun dökme sıcaklığı 680°C ve 740°C kalıp sıcaklığı da önemli bir rol oynar: alüminyum için kalıcı kalıplar genellikle 200–350°C'ye önceden ısıtılır.
Döküm Sonrası İşlemler: Isıl İşlem, Talaşlı İmalat ve Yüzey İşlem
Çoğu alüminyum döküm projesi, en azından bir miktar döküm sonrası çalışma gerektirir. Aşağıdaki işlemler, genellikle üretimde gerçekleştirilecekleri sıraya göre sunulmaktadır.
1. Adım
Degating ve Shakeout
Kum dökümleri katılaştıktan sonra (parça ağırlığına bağlı olarak genellikle 5-30 dakika içinde) kalıptan çalkalanarak çıkarılır. Yolluklar ve yükselticiler testereyle, taşlamayla veya hidrolik kırmayla çıkarılır. HPDC parçaları, parça başına 5-15 saniyelik döngü süreleriyle tek bir baskı darbesinde flaşı ve kızakları kesen özel bir kesme kalıbında kesilir. Kum dökümlerde ayırma hattı parlaması, döküm yüzeyiyle aynı hizada karışmak için tipik olarak elle taşlama gerektirir.
2. Adım
Isıl İşlem (Belirtildiğinde)
T6 temper tanımı - çözelti ısıl işlemi ve ardından yapay yaşlandırma - alüminyum dökümler için en yaygın olarak belirtilen ısıl işlemdir. A356 için:
- Solüsyon işlemi: 4–12 saat boyunca 538°C ± 6°C (kesit kalınlığına bağlı olarak)
- Söndürme: 60–80°C'de su (ılık söndürme, artık gerilim bozulmasını en aza indirir)
- Yaş: 6–12 saat boyunca 154°C ± 6°C
Bu dizi, Mg₂Si çökeltilerini çözelti halinde çözer ve daha sonra bunları, dislokasyon hareketini engelleyen ince bir dağılım halinde yeniden çökeltir ve akma mukavemetini yaklaşık 83 MPa (F temperli) ila 186–207 MPa (T6 temperli) .
3. Adım
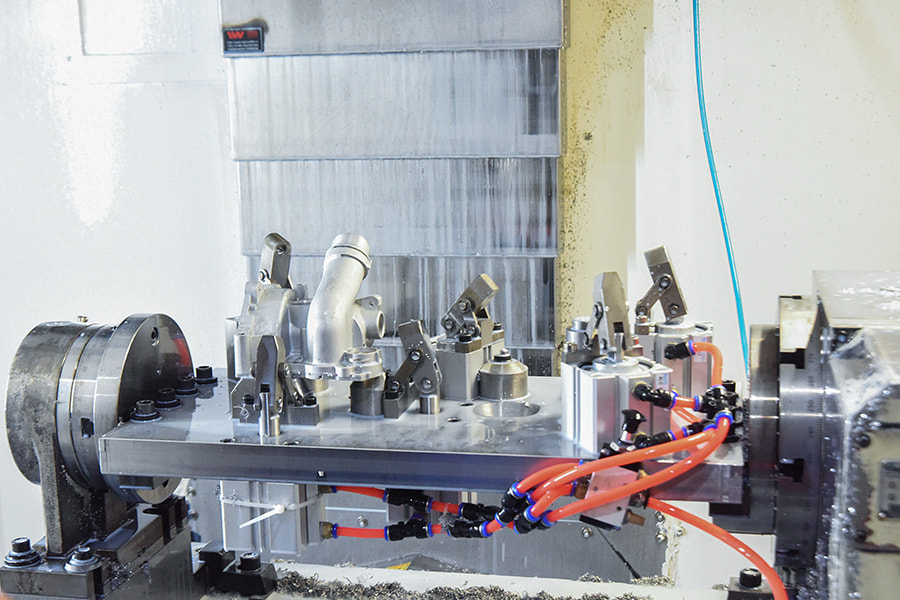
Kritik Yüzeylerin CNC İşleme
Dökme alüminyum makineler son derece iyi — takım ömrü genellikle 10–20 kat daha uzun Eşdeğer talaş yükü koşullarında alüminyum ve çeliğin işlenmesi sırasında. Dökme alüminyumun yüksek hızlı CNC işlenmesinde karbür takımlama, 300–600 m/dak kesme hızları (dakikada yüzey ayağı: 1.000–2.000) ve taşkın soğutma sıvısı veya minimum miktarda yağlama (MQL) kullanılır. Döküme işlenen veri özellikleri (pedler, delikler ve yerleştirme delikleri) sonraki tüm işleme operasyonları için referans çerçevesini oluşturur. Yüksek hacimli HPDC parçaları için, otomotiv döküm hücrelerinde parça başına 60 saniyenin altında çevrim süresine sahip özel transfer hatları yaygındır.
4. Adım
Alüminyum Dökümler için Yüzey İşlem Seçenekleri
Alüminyum döküm projeleri için sonlandırma seçenekleri geniş bir yelpazeye sahiptir:
- Eloksal: 5–25 µm (Tip II) veya 25–100 µm (Tip III sert anotlama) yoğun bir alümina tabakası oluşturan elektrokimyasal oksidasyon. Mükemmel korozyon ve aşınma direnci sağlar. A356 veya 535 alaşımlarıyla en iyisi.
- Toz Kaplama: 160–200°C'de kürlenen, termoset polimer tozunun elektrostatik uygulaması. Mükemmel UV direnci, geniş renk aralığı, orta ila yüksek hacimler için uygun maliyetli. Tüm döküm alaşımlarıyla uyumludur.
- Kromat Dönüşüm Kaplaması: Üç değerlikli kromat (Alodin/İridit), havacılık ve savunma uygulamaları için korozyon koruması ve boya yapışma astarı sağlar. RoHS üç değerlikli formülasyonlarla uyumludur.
- Kumlama ve Titreşimli Çapak Alma: Çapakları gideren, yüzey görünümünü iyileştiren ve yorulma ömrünü %30'a kadar artıran artık basınç gerilimleri (bilyeli dövme çeşidi) oluşturmak için kullanılabilen mekanik son işlem.
- Akımsız Nikel Kaplama: Kalıplar, burçlar ve kayan yüzeyler için kullanılan, sertliği (ısıl işlemden sonra 500-700 HV) ve aşınma direncini önemli ölçüde artıran 10–50 µm'lik tekdüze bir nikel-fosfor tabakası bırakır.

Alüminyum Döküm Projelerinin Maliyet Yapısı - Fiyatı Etkileyen Şeyler
Maliyet faktörlerini anlamak, proje mühendislerinin daha iyi süreç seçimi kararları almasına yardımcı olur ve tedarik ekiplerine döküm tedarikçilerinden gelen teklifleri değerlendirmek için bir çerçeve sağlar.
Yaygın Alüminyum Döküm Kusurlarının Giderilmesi
Deneyimli dökümhane operatörleri bile kusurlarla karşılaşmaktadır. Aşağıdaki tablo, en yaygın alüminyum döküm kusurlarını kök nedenleri ve düzeltici eylemleriyle eşleştirmektedir.
| Kusur | Görünüm | Birincil Neden | Düzeltici Faaliyet |
|---|---|---|---|
| Gaz Gözenekliliği | Yuvarlak boşluklar, pürüzsüz duvarlar, rastgele dağılım | Eriyikte çözünmüş hidrojen | Degas erir; tüm takımları ve hurdaları kurutun; Aşırı ısınmayı azaltın |
| Büzülme Gözenekliliği | Ağır bölümlerde düzensiz boşluklar, pürüzlü duvarlar | Yetersiz besleme / yükseltme | Yükseltici boyutunu artırın; ağır bölümlere titreme ekleyin; tekdüze duvar için yeniden tasarım |
| Soğuk Kapatma | Yüzeyde doğrusal dikiş, zayıf arayüz | Toplantıdan önce soğuyan iki metal cephe | Dökme sıcaklığını artırın; Akışları daha erken birleştirmek için geçitlemeyi geliştirin |
| Sıcak yırtılma | Fileto veya bölüm değişiminde düzensiz çatlak | Son aşama katılaşma sırasındaki termal stres | Fileto yarıçaplarını artırın; çekirdeklere esneklik kazandırmak; ön ısıtma kalıbı |
| Oksit Kapanımları | İşlenmiş kısımda görünen koyu çizgiler veya filmler | Türbülanslı dökme, katlanmış oksit kaplamalar | Dökme yüksekliğini azaltın; seramik köpük filtre kullanın; cürufun yeniden erimesini önleyin |
| Yanlış çalıştırma | Eksik dolgu, yuvarlatılmış tamamlanmamış kenarlar | Metal çok soğuk, ince kesit, zayıf havalandırma | Dökme sıcaklığını arttırın; ince duvarları kalınlaştırmak; kalıba havalandırma ekleyin |
Sürdürülebilir Alüminyum Döküm - Geri Dönüşüm, Enerji ve Döngüsel Ekonomi
Alüminyum, yaygın olarak kullanılan en geri dönüştürülebilir yapısal metaldir ve bu özellik, alüminyum döküm projelerinin sürdürülebilirlik hesabını çelik veya çinko alternatiflerine göre temelden değiştirir. Alüminyumun geri dönüştürülmesi yalnızca Boksit cevherinden birincil alüminyum üretmek için gereken enerjinin %5'i — ikincil üretim için yaklaşık 2–3 kWh/kg, birincil üretim için ise 45–55 kWh/kg (Uluslararası Alüminyum Enstitüsü verileri, 2023). Karbon ayak izi farkı da aynı derecede çarpıcıdır: ikincil alüminyum, kömürle çalışan birincil eritmede kg başına 8-12 kg CO₂ üretirken, ikincil alüminyum, metalin kg'ı başına kabaca 0,5-1,0 kg CO₂ üretir.
bitti Bugüne kadar üretilen alüminyumun %75'i bugün hala kullanılıyor Alüminyum Birliği'ne göre. Otomotiv sektörü, tüm son kullanımlar arasında en yüksek alüminyum geri dönüşüm oranına sahiptir; ömrünü tamamlamış araçlar, minimum kalite kaybıyla ikincil HPDC alaşımı üretimine geri akan, yoğun, ayrılmış bir temiz döküm alaşımı hurdası kaynağı sağlar. Bu kapalı döngü verimliliği, otomobil üreticilerinin enerji yoğun araç platformlarında bile alüminyum dökümü sürdürülebilirlik açısından olumlu bir tasarım seçeneği olarak göstermesinin bir nedenidir.
Dökümhane operasyonları için, fırın egzoz gazlarından enerji geri kazanımı, yeniden eritme döngülerini en aza indirmek için gerçek zamanlı eriyik kimyası izleme ve eski refrakter tasarımlara kıyasla ısı kaybını %15-25 oranında azaltan seramik elyaf fırın astarlarının tümü, modern alüminyum döküm tesislerinde çevresel ayak izlerinin azaltılmasına katkıda bulunmaktadır. Rheinfelden Alloys ve Novelis'in de aralarında bulunduğu birçok Avrupa dökümhanesi, yenilenebilir enerji tedariki ve dengeleme programlarının bir kombinasyonu yoluyla 2030 yılına kadar karbon nötr alüminyum döküm operasyonlarına geçme taahhüdünde bulundu.
Alüminyum Dökümde Yükselen Trendler — Sektörü Ne Değiştiriyor?
Alüminyum döküm endüstrisi, elektrifikasyon, dijital üretim ve yeni alaşım geliştirmenin yönlendirdiği anlamlı bir teknik değişimden geçiyor. Bu trendleri anlamak, çok yıllı alüminyum döküm programlarını planlayan herkes için önemlidir.
Mega Döküm ve Yapısal Entegrasyon
Tesla'nın tüm EV arka alt gövde bölümlerini tek bir alüminyum döküm olarak dökmek için 6.000 tonluk ve 9.000 tonluk giga presleri kullanması - 70-100 ayrı damgalı ve kaynaklı parçanın yerine - otomotiv endüstrisinde önemli bir ilgiyi tetikledi. Toyota, Volvo, General Motors ve çeşitli Çinli OEM'ler benzer programlar duyurdu. Dökümlerde, yapısal mega döküm için özel olarak geliştirilmiş Al-Si-Mg alaşımları içeren özel yüksek vakumlu basınçlı döküm kullanılır ve ısıl işlem olmaksızın döküm halinde %10'un üzerinde uzama ve 250 MPa'nın üzerinde çekme mukavemeti elde edilir. Bu gelişme, yılda 100.000 birimin üzerindeki hacimlerdeki gövde yapısı imalatının ekonomisini temelden değiştiriyor.
3D Baskılı Kum Kalıpları ve Maçalar
Silis kumu kalıplarına bağlayıcı püskürtmeli baskı (ExOne/Desktop Metal, Voxeljet ve Viridis3D sistemlerini kullanarak), kum dökümünden model oluşturma aşamasını ortadan kaldırarak, geleneksel yöntemlerle çekirdeklenmesi geometrik olarak imkansız olan iç geçitlere sahip karmaşık alüminyum dökümlerin tek parça üretimini mümkün kıldı. CAD dosyasından ilk döküm parçasına kadar olan teslim süresi artık 3–5 iş günü baskılı kum kalıplarla, geleneksel desen ve aletlerle 4-8 hafta. Ford, John Deere ve birçok havacılık şirketi, prototip ve düşük hacimli üretim alüminyum dökümleri için, karmaşık geometriler için işlenmiş alternatiflerle rekabet edebilecek parça maliyetleriyle baskılı kum kalıpları kullanıyor.
Gerçek Zamanlı Süreç İzleme ve Yapay Zeka Kalite Kontrolü
Basınçlı döküm makinelerine yerleştirilmiş sensör dizileri artık atış basıncı profillerini, kalıp yüzey sıcaklıklarını ve metal hızı verilerini milisaniyelik çözünürlükte yakalıyor. Geçmiş kusur verileriyle eğitilen makine öğrenimi modelleri, parça kalıptan çıkarılmadan önce atış profili imzalarından büzülme gözenekliliğini ve soğuk kapatma olasılığını tahmin edebilir; böylece spesifikasyon dışı çekimlerin X-ışını incelemesi olmadan otomatik olarak reddedilmesine olanak tanır. Birkaç Tier 1 otomotiv döküm tedarikçisi raporu Hurda oranında %30-50 oranında azalma bu tür gerçek zamanlı izleme sistemlerini devreye aldıktan sonra doğrudan daha düşük maliyete ve gelişmiş sürdürülebilirlik ölçümlerine dönüşüyor.
Elektrikli Araç Termal Yönetimi için Alaşım Geliştirme
EV akü soğutma plakaları, yüksek ısı iletkenliğine, mükemmel basınç sızdırmazlığına (gözeneksiz) ve sert lehimli bağlantılar oluşturma yeteneğine sahip alüminyum döküm alaşımları gerektirir. Standart A380'in termal iletkenliği yaklaşık olarak 96 W/m·K - Yeterli ama optimal değil. Al-Si-Mg ailesindeki kontrollü demir ve bakır içeriğine sahip yeni alaşımlar, döküm durumunda 160 W/m·K'nin üzerinde iletkenlik elde etmek ve daha kompakt ve verimli sıvı soğutmalı akü sistemlerine olanak sağlamak için Novelis, Constellium ve Impol gibi şirketler tarafından geliştirilmektedir. Bu, 2022-2024'te çok sayıda patent başvurusu yapılmış aktif bir alaşım araştırma alanıdır.
Alüminyum Döküm Projeleri Hakkında Sıkça Sorulan Sorular
İlk döküm projesi için en iyi alüminyum alaşımı nedir?
Arka bahçede fırın ve yeşil kum kalıpları kullanan yeni başlayanlar için, geri dönüştürülmüş pistonlar (tipik olarak 4032 veya 2618 alaşım) veya temiz A356 külçe mükemmel başlangıç noktalarıdır. Her ikisi de 700-730°C'lik tipik arka bahçe dökme sıcaklıklarında iyi akışkanlığa sahiptir ve her ikisinde de önemli derecede toksik alaşım ilaveleri yoktur. A356 kumdaki nemi biraz daha bağışlayıcıdır çünkü silikon içeriği düşük sıcaklıklarda bile akışkanlığı artırır. Elektronik veya kaplamalı parçalardan kaynaklanan bilinmeyen hurdalardan kaçının; lehim, çinko döküm veya kaplamadan kaynaklanan kirletici maddeler zehirli dumanlar üretebilir ve döküm kalitesinin düşmesine neden olabilir.
Alüminyum dökümlerimde gözenekliliği nasıl önleyebilirim?
Gözenekliliğin iki temel nedeni vardır: çözünmüş hidrojen (gaz gözenekliliği) ve büzülmenin yetersiz beslenmesi (büzülme gözenekliliği). Gaz gözenekliliğini gidermek için tüm kalıp malzemelerini ve metali kuru tutun, bir örtücü flux kullanın ve dökmeden önce eriyiğin gazını alın. Büzülme gözenekliliğini gidermek için, yükselticinizin döküm katılaştıktan sonra sıvı kalacak kadar büyük olduğundan emin olun; yükseltici modülü en ağır döküm bölümü modülünü en az %20 aşmalıdır. Ağır bölümlerin yanına yerleştirilen soğutmalar, aynı zamanda yerel katılaşmayı hızlandırarak büzülme talebini azaltmaya da yardımcı olur.
Alüminyum dökümde elde edilebilecek minimum et kalınlığı nedir?
Minimum duvar kalınlığı döküm işlemine bağlıdır. Yüksek basınçlı döküm, en ince duvarlara ulaşır; 0,8 mm yüksek hızlı metal enjeksiyonlu optimize edilmiş kalıp tasarımlarında. Hassas döküm güvenilir bir şekilde 1,0–1,5 mm'ye ulaşır. Kalıcı kalıba (yerçekimi kalıp) döküm, minimum 2–3 mm tutar. Kum dökümü, güvenilir dolum için tipik olarak 3-5 mm'lik minimum duvar gerektirir, ancak yetenekli dökümhane operatörleri, yüksek silikon akışkanlık alaşımları ve iyi geçişli kalıplar ile daha küçük parçalarda 2 mm'ye ulaştı.
Dökme alüminyum kaynaklanabilir mi?
Evet, birçok alüminyum döküm alaşımı kaynak yapılabilir ancak işlem özen gerektirir. A356 ve 535 alaşımları en kaynaklanabilir yaygın döküm alaşımlarıdır. 4043 veya 5356 dolgu teli ile gaz tungsten ark kaynağı (GTAW/TIG) standart uygulamadır. A380 içeren HPDC parçaları, kaynak sırasında açığa çıkan bakır içeriği ve gaz gözenekliliği nedeniyle genellikle yapısal uygulamalarda kaynaklanamaz olarak kabul edilir. Dökme alüminyum kaynak yapılıyorsa, termal şok çatlamasını azaltmak için alanı 150–200°C'ye önceden ısıtın ve A356'daki yapısal bağlantılar için kaynak sonrası gerilimin 175°C'de 2–4 saat süreyle hafifletilmesi önerilir.
Alüminyum dökümlerin yapımı ne kadar sürer?
Teslim süreleri prosese ve tedarikçi lokasyonuna göre büyük ölçüde farklılık gösterir. 3D baskılı kum kalıba dökümler için (prototip adetleri), ilk ürün teslim süreleri 3–10 iş günü yerleşik tedarikçilerden elde edilebilir. Yeni bir modelle geleneksel kum dökümü: Model üretimi için 4-8 hafta artı döküm için 1-2 hafta. Yeni takımlarla HPDC: kalıp üretimi için 10–20 hafta, ardından 2–4 haftada üretim miktarları. Hassas döküm: Takımlama için 8-16 hafta, üretim için 3-6 hafta. Daha yüksek maliyetle hızlandırılmış takımlama programları, birinci sınıf tedarikçilerle bu zaman çizelgelerini %30-50 oranında sıkıştırabilir.
Basınçlı döküm ile kum döküm alüminyum arasındaki fark nedir?
Kum dökümü, parçayı serbest bırakmak için yok edilen harcanabilir kum kalıpları kullanır; karmaşık geometriye ve çok büyük parçalara olanak tanır, ancak daha düşük yüzey kalitesi, daha geniş toleranslar ve daha yavaş çevrim süreleri sağlar. Basınçlı döküm, kalıcı olarak sertleştirilmiş çelik kalıplar (kalıplar) kullanır ve metali yüksek basınç altında enjekte eder; mükemmel yüzey kalitesi (1–2 µm Ra), sıkı toleranslar (±0,05–0,15 mm) ve çok yüksek üretim hızları (30–120 saniyelik döngüler) elde eder, ancak yüksek takım maliyetleri ve yaklaşık 10.000 parçanın altında ekonomik olmayan minimum miktar gereksinimlerine sahiptir. Kum dökümü prototipler, büyük parçalar ve düşük hacimler için daha iyidir; basınçlı döküm, küçük ila orta hassasiyetteki bileşenlerin yüksek hacimli üretiminde mükemmeldir.
Alüminyum döküm çevre dostu mudur?
İkincil (geri dönüştürülmüş) alaşım kullanan alüminyum döküm, çevre açısından daha uygun metal işleme prosesleri arasındadır. İkincil alüminyum, birincil alüminyum üretiminin enerjisinin yalnızca %5'ini gerektirir ve CO₂ emisyonlarının bir kısmını oluşturur. Alüminyumun yüksek geri dönüştürülebilirliği (otomotiv sektöründe %90'ın üzerinde geri dönüşüm oranlarıyla) ve birçok dökümhane operasyonundaki kapalı döngü malzeme akışı, onu birincil metallerin kullanıldığı işlemlere göre önemli ölçüde daha çevreci hale getiriyor. Başlıca çevresel kaygılar, flux kullanımından kaynaklanan florür emisyonları (modern dökümhanelerdeki ıslak yıkayıcılar tarafından kontrol edilir) ve işleme operasyonlarında soğutma sıvısı yönetimidir.
Döküm alüminyum parçaları anotlayabilir miyim?
A380 gibi standart HPDC alaşımları (%3-4 bakır içerir) tutarlı kalitede bir yüzey elde etmek için anodize edilmez; bakır içeriği, anodik katmanda kahverengi veya siyah lekelere neden olur. Pres döküm alüminyum üzerinde anodize görünümlü yüzeyler için, A360 (%0,6'nın altında bakır) gibi düşük bakırlı bir alaşım veya özel bir kozmetik pres döküm alaşımı belirtin. A356 ve 535 alaşımları temiz bir şekilde anodize edilir ve renk boyalarını eşit şekilde alır. Basınçlı döküm gerekliyse ve anotlama belirtilmişse, uyumsuzluğu kalıplama yapıldıktan sonra keşfetmek yerine, tasarım aşamasında uygun bir düşük bakır alaşımı seçmek için döküm tedarikçinizle birlikte çalışın.









