
Ev / Haberler / Sektör haberleri / Alüminyum İşlenmiş Parçalar ve Döküm: Tolerans, Maliyet ve Alaşımlar
Tolerans ve Yapısal Bütünlüğün En Önemli Olduğu Durumlarda Alüminyum İşlenmiş Parçalar Alüminyum Dökümden Daha İyi Performans Gösteriyor
Kısa cevap: seç alüminyum işlenmiş parçalar bir bileşenin sıkı boyut toleranslarına (tipik olarak ±0,01 mm ila ±0,05 mm), gözeneksiz tamamen yoğun bir mikro yapıya veya takım maliyetinin haklı gösterilemeyeceği düşük ila orta üretim hacmine ihtiyaç duyduğu durumlarda. Seç alüminyum döküm Geometri karmaşık olduğunda, çalışma boyutu büyüktür (genellikle 10.000 birim) ve biraz daha düşük boyutsal hassasiyet kabul edilebilir. Her iki süreç de evrensel olarak "daha iyi" değildir; farklı mühendislik sorunlarını çözerler ve en güçlü tedarik zincirleri aslında her ikisini de birleştirerek kritik birleşme yüzeylerini döküm ham parça üzerinde işler.
Bu makale, çıkarımlı işleme ve döküm arasındaki gerçek farkları, her sürecin tercih ettiği alaşımları, gerçekçi olarak bekleyebileceğiniz toleransları ve alıcıların 2026'daki gerçek üretim siparişleri üzerinde gerçekte nasıl ödünleşim kararı verdiklerini açıklamaktadır.
Alüminyum İşlenmiş Parçalar Gerçekte Nasıl Üretiliyor?
İşlenmiş alüminyum parçalar, haddeleme veya ekstrüzyon nedeniyle zaten tutarlı, boşluksuz bir tanecik yapısına sahip olan işlenmiş malzeme (çubuk, levha veya ekstrüzyon) olarak hayata başlar. Daha sonra bir CNC freze veya torna, nihai geometri ortaya çıkana kadar kontrollü geçişlerle malzemeyi çıkarır. Herhangi bir erime aşaması yoktur, telafi edilmesi gereken bir büzülme yoktur ve parçanın içinde sıkışan gaz ceplerinin oluşma riski yoktur.
Tipik Üretim Sırası
- Ham stok seçimi ve kaba bir boş boyuta kesilmesi
- Takım yolu simülasyonu dahil 3 boyutlu modelden CAM programlama
- Dökme malzemeyi hızlı bir şekilde çıkarmak için kaba frezeleme veya tornalama
- Parçayı son boyuta yaklaştırmak için yarı finiş pasolar
- Dar toleranslı yüzeyler için daha yavaş ilerleme hızlarında bitirme pasoları
- Çapak alma, temizleme ve boyut muayenesi
- İsteğe bağlı yüzey işlemi (eloksal, pasivasyon, boncuk püskürtme)
5 eksenli bir işleme merkezi, çoğu işlemde tek bir parça yönelimini koruyabilir; bu da fikstürleme hatasını azaltır ve açılı özelliklere sahip parçalarda çevrim süresini kısaltır; 3 eksenli bir frezenin bunu başarmak için birden fazla kuruluma ihtiyacı vardır.
İşlenmiş Parçalar ve Alüminyum Döküm: Doğrudan Bir Karşılaştırma
Alıcılar sıklıkla, tek bir çizim ortaya çıkmadan önce bir parçanın dökümü mü yoksa makinede mi işlenmesi gerektiğini soruyorlar. Aşağıdaki tablo, üretim alanında bu kararı teorik olanlardan ziyade gerçekte yönlendiren pratik farklılıkları ortaya koymaktadır.
| Faktör | Alüminyum İşlenmiş Parçalar | Alüminyum Döküm |
|---|---|---|
| Tipik tolerans | ±0,01 mm ila ±0,05 mm | ±0,2 mm ila ±0,5 mm (döküm olarak) |
| İç gözeneklilik riski | Yok (dövülmüş stok) | Özellikle kalın bölümlerde mevcut |
| Takım yatırımı | Düşük (yalnızca fikstür) | Yüksek (kalıplar veya kalıplar) |
| En iyi sipariş hacmi | Orta hacme kadar prototipler | Orta ve yüksek hacim |
| Geometri özgürlüğü | Araç erişimiyle sınırlı | Karmaşık iç boşluklar mümkün |
| Mekanik dayanım | Daha yüksek, düzgün tane akışı | Isıl işlem görmedikçe daha düşük |
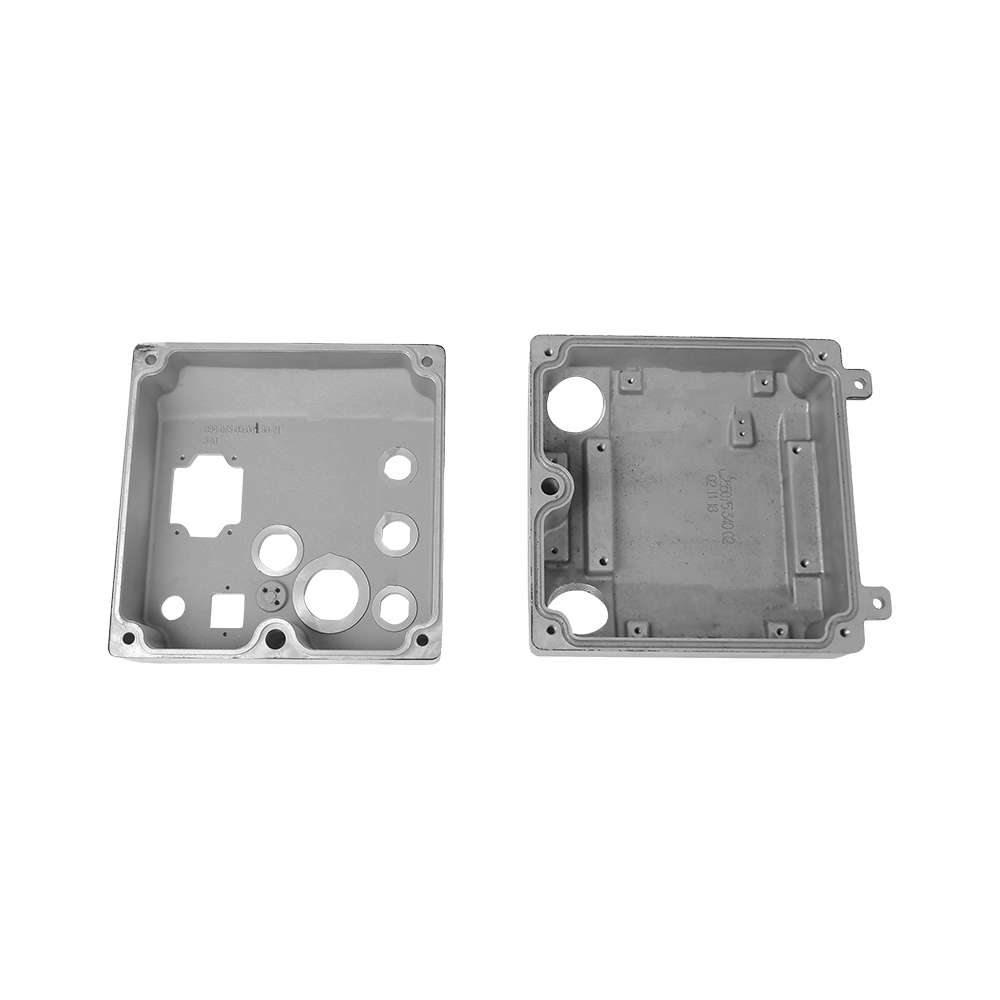
Uygulamada birçok üretim programı her iki süreci de birlikte kullanır: alüminyum döküm Kaba mahfaza şeklini ekonomik olarak oluşturur ve döküm yüzeyinin sağlayamayacağı hassasiyet gerektiren rulman deliklerini, montaj yüzeylerini ve dişli delikleri makineyle bitirir.
Alaşım Seçimi: Makine Masasında Gerçekte Ne Var?
Her alüminyum kalitesi aynı şekilde işlemez ve giriş yönünde seçilen alaşım kesme hızını, takım aşınmasını ve son parça mukavemetini belirler.
Yaygın Alaşımlar ve İşleme Davranışları
| Alaşım | İşlenebilirlik Derecelendirmesi | Tipik Kullanım |
|---|---|---|
| 6061-T6 | iyi | Genel yapısal braketler, muhafazalar |
| 6082-T6 | iyi | Yük taşıyan çerçeveler, dişli kutusu muhafazaları |
| 7075-T6 | Fuar | Havacılık bağlantı parçaları, yüksek gerilimli parçalar |
| 2024-T3 | Fuar | Yorgunluk açısından kritik yapısal elemanlar |
| 5052-H32 | Mükemmel | Sac metalden türetilmiş işlenmiş plakalar |
7075, bu listedeki en yüksek mukavemet-ağırlık oranını sunar ancak kesme sırasında daha fazla ısı ve takım aşınması üretir; bu nedenle yüksek hacimli 7075 parça çalıştıran atölyeler, kaplamalı karbür takımları tercih eder ve 6061'de kullanacaklarından daha düşük iş mili ilerleme hızlarını tercih eder.
Tolerans, Yüzey Cilası ve "Hassaslığın" Gerçek Anlamı
"Hassaslık" kelimesi tedarikçi pazarlamasında gevşek bir şekilde kullanılır, bu nedenle onu gerçek rakamlara bağlamaya yardımcı olur. 6061 alüminyum üzerinde standart takımlamayla çalışan genel amaçlı 3 eksenli freze, rahatça tutar ±0,05 mm orta büyüklükte bir parça boyunca. Sıcaklık kontrollü kesme sıvısı ve kalibre edilmiş problama ile sert 5 eksenli bir merkeze geçmek, bunu ±0,01 mm En hassas yatak yuvalarının ve sızdırmazlık yüzeylerinin ihtiyaç duyduğu aralık olan kritik özellikler üzerinde.
İşleme Sonrası Yüzey İşlem Seçenekleri
- İşlenmiş yüzey (Ra 1,6–3,2 μm) — kozmetik olmayan iç yüzeyler için standart
- Boncuk püskürtme — tekdüze mat doku, alet izlerini gizler
- Tip II şeffaf veya renkli anotlama — korozyon direnci artı renk seçenekleri
- Tip III sert anotlama - kayan veya hareketli düzenekler için aşınma direnci
- Parlatma — tüketiciye bakan görünür parçalar için ayna veya saten kaplama
Bunun aksine, döküm parçalar kalıbın veya kalıp yüzeyinin dokusunu doğrudan devralır. Bir dökümde aynı yüzey kalitesini elde etmek genellikle yalnızca işlevsel yüzeylerde ikincil bir işleme geçişini gerektirir; bu da daha önce bahsedilen hibrit iş akışının tam olarak aynısıdır.

Alüminyum İşlenmiş Parçaların Gerçek Ürünlerde Ortaya Çıktığı Yer
Aşağıdaki uygulamalar, işlemenin tolerans ve mukavemet avantajlarının, döküme kıyasla gerçekte daha yüksek birim başına maliyeti haklı çıkardığını göstermektedir.
Ortak Uygulama Alanları
- Tekrarlanabilir konumlandırma gerektiren robotik eklemler ve hassas hareket aşamaları
- Hizalama toleransının kritik olduğu optik ve kamera montaj braketleri
- Yorulma yüklemesi altında havacılık bağlantı parçaları ve yapısal bağlantı elemanları
- Vakum geçirmez sızdırmazlık yüzeyleri gerektiren yarı iletken ekipman bileşenleri
- Tekrarlanabilir, kontaminasyonsuz yüzeylere ihtiyaç duyan tıbbi cihaz muhafazaları
- Döküm kalıbı devreye alınmadan önce özel otomotiv prototip parçaları
Prototipleme ve erken üretim çalışmaları sırasında yeni bir ürünün tamamen işlenmiş parçalarla piyasaya sürülmesi, ardından hacim, takımlama maliyetini amorti edecek kadar yükseldiğinde hafif işlemeyle döküm işlenmemiş parçalara geçiş yapılması yaygındır; bu, endüstriyel ekipman ve tüketici elektroniği tedarik zincirlerinde tutarlı bir şekilde görülen bir modeldir.
Maliyet Karşılaştırması: İşleme ve Döküm İşlemlerinin Birim Başına Ekonomisi
İşleme, herhangi bir ön takım maliyeti taşımaz, ancak her parça hala aynı makine süresini tükettiğinden birim başına fiyat, hacim genelinde nispeten sabit kalır. Döküm, önceden kalıp yatırımı gerektirir, ancak bu yatırım binlerce birime yayıldığında birim başına maliyet keskin bir şekilde düşer.
Başabaş Davranışı
Tipik bir orta karmaşıklık braketi için işleme, parça karmaşıklığına ve çevrim süresine bağlı olarak yaklaşık 500-2.000 birimin altında daha düşük toplam maliyet seçeneği olarak kalma eğilimindedir. Bu hacmin üzerinde, kalıp maliyeti amorti edildiğinden ve parça başına çevrim süreleri tam bir CNC programından çok daha kısa olduğundan, kritik yüzeylerde hafif işleme ile alüminyum döküm genellikle daha ekonomik hale gelir.
Malzeme kullanımı, alıcıların göz ardı ettiği başka bir faktördür: masif çubuktan bir parçanın işlenmesi, Orijinal stokun %50 ila %80'i hurda olarak , neredeyse net döküm parçayı şekillendirir ve çok daha az atık üretir; ancak alüminyum hurdası kolayca geri dönüştürülebilir, dolayısıyla bu, sürdürülebilirlik sonuçlarından çok maliyeti etkiler.
Alıcıların Talep Etmesi Gereken Kalite Kontrol Kontrolleri
İşlenmiş alüminyum parçalardan oluşan bir partiyi kabul etmeden önce alıcı, tedarikçinin aşağıdaki kontrolleri yaptığını doğrulamalıdır; çünkü bunlar, belirtilen toleranslara yalnızca çizimde değil, üretim alanında gerçekten ulaşılıp ulaşılmadığını doğrudan yansıtır.
- Çizime karşı tam boyutlu verileri içeren ilk ürün inceleme (FAI) raporu
- Kritik tolerans özellikleri için CMM (koordinat ölçüm makinesi) raporları
- Fonksiyonel veya sızdırmazlık yüzeylerinde yüzey pürüzlülüğü testi
- Orijinal değirmen partisine göre izlenebilir malzeme sertifikası
- Yüzey işleminin belirtildiği yerlerde anotlama veya kaplama kalınlığının doğrulanması
Bu belgelerin reddedilen bir sevkıyattan sonra değil, ilk üretim çalıştırmasından önce önceden talep edilmesi, ilişkinin ilerleyen dönemlerinde boyutsal anlaşmazlıkları önlemenin en etkili yoludur.
Yeni Bir Parça İçin İşlenmiş ve Dökme Alüminyum Arasında Karar Vermek
Deneyimli alıcıların yeni bir parça numarasına gerçekte nasıl yaklaştıklarını yansıtan pratik bir karar kontrol listesi:
- Parçanın herhangi bir yerinde tolerans gereksinimi ±0,1 mm'den daha mı sıkı? Yalın işlenmiş.
- Beklenen yıllık hacim kabaca 2.000 birimin altında mı? Yalın işlenmiş.
- Parçanın frezelenmesi maliyetli olacak karmaşık iç boşlukları var mı? Yalın döküm veya hibrit.
- Döngüsel yük altında yorulma direnci tasarım etkeni midir? Yalın işlenmiş dövme alaşım.
- Parça hâlâ tasarım değişikliği ağırlıklı prototip aşamasında mı? Yalın işlenmiş, çünkü tasarım değiştiğinde hiçbir kalıbın hurdaya çıkarılması gerekmiyor.
Pek çok üreticinin geliştirme sırasında küçük işlenmiş partiler sipariş etmesinin ve yalnızca tasarım birkaç revizyon döngüsünden geçtikten sonra alüminyum döküm kalıbına kilitlenmesinin nedeni tam olarak budur.
Hassasiyeti Kaybetmeden Daha Düşük Maliyet İçin Alüminyum İşlenmiş Parçaların Tasarlanması
İşleme maliyeti, çoğu alıcının beklediğinden çok daha fazla tasarım tercihlerine bağlıdır. Aynı işleve sahip iki parça, yalnızca birinin işleme düşünülerek çizilmesi, diğerinin düşünülmemesi nedeniyle %40'lık bir maliyet farkı taşıyabilir. Aşağıdaki üretim için tasarım (DFM) ilkeleri, alüminyum parçalardaki çevrim süresini ve hurda oranını sürekli olarak azaltır.
Keskin İç Köşeler Yerine Köşe Yarıçapları
Standart bir parmak freze gerçek anlamda keskin bir iç köşeyi kesemez; her zaman takım yarıçapına eşit bir yarıçap bırakır. Standart bir takımla eşleşen küçük bir iç yarıçapın (parça boyutuna bağlı olarak genellikle 0,5 mm ila 3 mm) belirtilmesi, özel takımlamayı ve tekrarlanan takım değişikliklerini önler, bu da çok sayıda cep içeren parçalarda çevrim süresini fark edilir derecede kısaltır.
Duvar Kalınlığı ve Sehim
1,5 mm'nin altındaki ince alüminyum duvarlar kesme kuvveti altında esneyebilir, özellikle 6061'de ve daha yumuşak sıcaklıklarda çatlama işaretleri ve boyutsal kaymalara neden olabilir. Yapısal duvarları kabaca 2 mm'nin üzerinde tutmak veya daha sonraki bir operasyonda çıkarılacak geçici dokuma eklemek, parçanın tüm kesme işlemi boyunca toleransı koruyacak kadar sağlam kalmasını sağlar.
Delik Derinliği-Çap Oranları
Standart delme, yaklaşık 5:1 derinlik/çap oranına kadar verimli kalır. Bunun ötesinde talaş tahliyesi zorlaşır, takım sapması artar ve doğrusallık zarar görür. Bu oranın ötesindeki derin, dar delikler genellikle tabancayla delme veya gagalama delme döngülerine ihtiyaç duyar; bunların her ikisi de makine süresini artırır ve tasarımcının bazen deliği kısaltarak veya çapını artırarak önleyebileceği maliyete neden olur.
Kurulumları En Aza İndirme
Bir parçanın kelepçesi her açıldığında ve yeniden sabitlendiğinde, küçük bir miktar konum hatası yeniden ortaya çıkar ve yeniden konumlandırma nedeniyle makine zamanı kaybedilir. Özelliklerin, tek bir yönelimden veya 4'üncü veya 5 eksenli bir makinenin manüel yeniden fikstürleme olmadan erişebileceği karşıt yüzlerden mümkün olduğu kadar çok şeye erişilebileceği şekilde tasarlanması, hem tolerans yığılmasını hem de maliyeti kontrol altında tutar.

Alıcıları Talaşlı İmalata Yönlendiren Sektöre Özel Gereksinimler
Farklı endüstriler, kendi mevzuat ve performans baskılarına bağlı olarak işleme-döküm kararına farklı şekilde ağırlık verir.
Havacılık ve Savunma
Ağırlık tasarrufları doğrudan yakıt veya taşıma kapasitesi anlamına gelir; bu nedenle havacılık braketleri ve bağlantı parçaları, tamamen yoğun tane yapısı tekrarlanan uçuş yükü döngüleri altında öngörülebilir yorulma ömrü sağladığından, neredeyse her zaman döküm yerine 7075 veya 2024 dövme malzemeden işlenir. İzlenebilirlik gereklilikleri aynı zamanda dövme malzemeyi de destekliyor çünkü değirmen sertifikaları birden fazla ısıyı harmanlayabilen bir eriyik havuzu yerine tek bir sürekli partiyi takip ediyor.
Yarı İletken ve Vakum Ekipmanları
Vakum odaları ve plaka işleme bileşenleri, dökümlerde yaygın olan mikro gözenekliliği tolere edemez çünkü sıkışan gaz cepleri, vakum ortamında yavaş yavaş gaz dışarı çıkabilir ve proses odasını kirletebilir. Tamamen yoğun yapıya sahip işlenmiş 6061 veya 6082 parçalar bu sızdırmazlık yüzeyleri için standart seçimdir.
Tıbbi Cihazlar
Bir partideki her ünitede yüzey temizliği ve boyutsal tekrarlanabilirlik, tıbbi uygulamalarda hammadde maliyetinden daha önemlidir. İşlenmiş parçalar, anotlanmış veya pasifleştirilmiş tıbbi muhafazalar için daha tutarlı yüzey kalitesi sunar ve iç boşlukların olmaması, temizleme döngüleri sırasında kirletici maddelerin sıkışması riskini azaltır.
Otomotiv Prototipleme ve Düşük Hacimli Üretim
Otomotiv programları sık sık yeni bir braketin veya mahfazanın ilk birkaç yüz ünitesini işlenmiş parçalar olarak sipariş ederken, nihai döküm versiyonu için kalıp geliştirme hala devam ediyor ve bu da araç testlerinin birkaç ay süren takım teslim süresini beklemeden ilerlemesine olanak tanıyor.
Robotik ve Hareket Kontrolü
Robotik eklemlerde ve doğrusal hareket aşamalarında tekrarlanabilir konumlandırma, her ünitede sıkı ve tutarlı toleranslara bağlıdır. Kritik deliklerde ve montaj yüzeylerinde ±0,01 mm ila ±0,02 mm arasında tutulan işlenmiş alüminyum, hareket kontrol mühendislerine, döküm toleranslarının ek bir son işlem geçişi olmadan eşleşemeyeceği öngörülebilir bir taban çizgisi sağlar.
Alüminyum İşlemedeki Yaygın Kusurlar ve Saygın Mağazalar Bunları Nasıl Önler?
Neyin yanlış gidebileceğini anlamak, alıcının tedarikçi kalifikasyonu sırasında daha keskin sorular sormasına yardımcı olur.
| Kusur | Tipik Neden | Önleme Yöntemi |
|---|---|---|
| Gevezelik işaretleri | Yetersiz sertlik veya yanlış iş mili hızı | Optimize edilmiş ilerlemeler ve hızlar, ilave iş parçası tutma desteği |
| Bir parti boyunca boyutsal sapma | Parçalar arasında takım aşınması telafi edilmez | Proses içi prob ile ölçüm ve programlanmış takım ofseti güncellemeleri |
| Kenarlardaki çapaklar | Kör takımlar veya agresif çıkış kesimleri | Özel çapak alma adımı, pahlı kenar bilgileri |
| Eloksallama sonrası renk değişikliği | Tutarsız alaşım bileşimi veya yüzey kirliliği | Sertifikalı değirmen stoğu, kapsamlı ön anodizasyon temizliği |
| İplik hasarı | Aşınmış kılavuzlar veya yanlış pilot delik boyutu | Planlı musluk değişimi, iplik ölçüm cihazı incelemesi |
Bir İşleme Tedarikçisinin Yeterliliği: İlk Siparişten Önce Sorulmaya Değer Sorular
Fiyat ve teslim süresinin ötesinde, küçük bir dizi operasyonel soru, bir tedarikçinin teklifte belirtilen toleranslara tutarlı bir şekilde ulaşıp ulaşamayacağını ortaya koyuyor.
- İşi hangi makine platformları yürütüyor: 3 eksenli, 4 eksenli veya tam 5 eksenli eş zamanlı?
- Atölye zemininin sıcaklığı kontrol ediliyor mu ve hangi aralıkta?
- Son muayene için hangi CMM veya optik ölçüm ekipmanı kullanılıyor?
- Tedarikçi çizim bilgileriyle eşleştirilmiş ilk ürün inceleme raporlarını sunabilir mi?
- Karşılaştırılabilir parça ailelerinde tipik hurda veya yeniden işleme oranı nedir?
- Eloksal, kaplama veya ısıl işlem şirket içinde mi yapılıyor, yoksa dış kaynaklardan mı yapılıyor?
- Fabrika sertifikasından bitmiş parçaya kadar malzeme izlenebilirliği nasıl sağlanır?
Bu sorulara genel güvence yerine gerçek rakamlarla özel olarak yanıt veren bir tedarikçinin, üretim gerçekten başladıktan sonra teklifte vaat edilen toleransları tutma olasılığı çok daha yüksektir.
Malzeme Verimliliği ve Geri Dönüştürülebilirlik Konuları
Alüminyum, günümüzde üretimde en çok geri dönüştürülebilen mühendislik metallerinden biridir ve bu, hem işleme hem de döküm ekonomisini etkiler. İşleme talaşları, orijinal çubuk stoğunda önemli miktarda malzeme kaybına neden olsa da, kesme sıvısı kalıntısının ötesinde hiçbir kaplama veya kirlilik taşımadıkları için kolayca toplanır ve temiz hurda olarak yeniden satılır. Geri dönüştürülmüş alüminyum, boksit cevherinden birincil alüminyum üretmek için gereken enerjinin yalnızca bir kısmını gerektirir; bu nedenle çoğu makine atölyesinde, toplanan talaşların yeniden satış değerini korumak için alaşım türüne göre özel hurda ayırma kutuları bulunur.
Yolluklar, kapılar ve reddedilen parçalar da dahil olmak üzere döküm hurdası da benzer şekilde geri dönüştürülebilir, ancak dökümhaneler genellikle farklı işler için birden fazla alüminyum kalitesini harmanladığından alaşıma göre sıralama daha önemli hale gelir. Sürdürülebilirlik raporlamasına odaklanan alıcılar, daha geleneksel tolerans ve maliyet verilerinin yanı sıra, yeterlilik sürecinin bir parçası olarak tedarikçilerden giderek daha fazla belgelenmiş hurda geri dönüşüm oranları talep ediyor.
Teslimat Süresi Gerçekleri: Her Üretim Aşamasında Neler Beklenmeli?
Teslimat süresi beklentileri, ilk prototip siparişi ile yerleşik tekrar üretim çalışması arasında anlamlı farklılık gösterir.
| Sahne | Tipik Teslim Süresi | Ana Sürücü |
|---|---|---|
| İlk prototip (1–5 adet) | 3–7 iş günü | Programlama ve fikstür kurulumu |
| Küçük parti (10–200 adet) | 1–3 hafta | Makine kapasitesi ve bitirme adımları |
| Üretim çalışmasını tekrarla | 1-2 hafta | Malzeme kullanılabilirliği, kuyruk konumu |
| Yeni alüminyum döküm kalıbı | 8-16 hafta | Kalıp tasarımı, imalat, deneme çekimleri |
Bu teslim süresi boşluğu, en sonunda geçiş yapacak parçalar için bile erken ürün geliştirme sırasında işlemenin varsayılan seçenek olarak kalmasının önemli bir nedenidir. alüminyum döküm hacimler kalıp yatırımını ve ekstra iki ila dört aylık takım teslim süresini haklı çıkardığında.
Sıkça Sorulan Sorular
CNC ile işlenmiş alüminyum, dökme alüminyumdan daha mı güçlüdür?
Genel olarak evet. İşleme için kullanılan dövme alüminyum, haddeleme veya ekstrüzyondan kaynaklanan sürekli, yönlü bir tanecik yapısına sahipken, dökme alüminyum, stres yoğunlaşma noktası görevi gören mikroskobik gözeneklilik içerebilir. Döngüsel veya yorulma yüklemesi altındaki parçalar için, işlenmiş dövme alaşımlar, döküm ısıl işlem görmediği ve gözenekliliği kapatmak için sıcak izostatik preslenmediği sürece tipik olarak döküm eşdeğerlerinden daha iyi performans gösterir.
Döküm ile karşılaştırıldığında alüminyum işlemenin maliyeti ne kadardır?
İşlemenin alet maliyeti yoktur ancak hacim genelinde nispeten sabit birim başına fiyat vardır. Döküm, kalıp yatırımı gerektirir (parça boyutuna ve karmaşıklığa bağlı olarak genellikle beş rakamlı ila altı rakamlı bir maliyet), ancak birim başına fiyat daha yüksek hacimlerde önemli ölçüde düşer. Geçiş noktası genellikle orta karmaşıklıktaki parçalar için 500 ila 2.000 birim arasındadır, ancak bu geometriye göre değişir.
Bir CNC makinesi alüminyum üzerinde gerçekte ne kadar tolerans gösterebilir?
6061 alüminyum üzerinde standart 3 eksenli işleme, ortak özellik boyutlarında güvenilir bir şekilde ±0,05 mm tutar. Sıkı çevre kontrolü ve proses içi problama özelliğine sahip üst düzey 5 eksenli ekipman, hassas rulman delikleri ve sızdırmazlık yüzeyleri için gereken seviye olan kritik boyutlarda ±0,01 mm'ye ulaşabilir.
Tek bir parça hem dökümü hem de işlemeyi birleştirebilir mi?
Evet, orta ve yüksek hacimli üretimlerde bu çok yaygın bir yaklaşımdır. Malzeme maliyetini ve çevrim süresini kontrol etmek için kaba şekil dökülür, ardından bir CNC makinesi yalnızca döküm toleransının yeterli olmadığı kritik özellikleri (montaj yüzeyleri, delikler, dişli delikler) tamamlar.
Hangi alüminyum alaşımı en az takım aşınmasıyla en hızlı işliyor?
6061 ve 5052 genellikle işlenmesi en kolay alaşımlar olarak kabul edilir ve talaş oluşumu, yüzey kalitesi ve takım ömrü arasında iyi bir denge sunar. 7075 ve 2024 daha yüksek mukavemet sunar ancak kesme sırasında daha fazla ısı ve aşındırıcı aşınma üretir; takım ömrünü korumak için genellikle daha yavaş ilerleme hızları ve kaplamalı karbür takımlama gerektirir.
Eloksal, işlenmiş alüminyum parçanın boyutlarını değiştirir mi?
Evet, biraz. Eloksallama yüzeye bir oksit tabakası ekler ve bu tabaka kalınlığının kabaca yarısı orijinal yüzeyden dışarıya doğru oluşur. Sıkı tolerans özellikleri için, makineciler genellikle bunu, son kaplanmış boyutun spesifikasyon dahilinde kalması için anotlamadan önce parçayı biraz daha küçük boyutlu olarak işleyerek hesaba katarlar.
İşlenmiş alüminyum parçalar neden birim başına yüksek hacimli döküm parçalara göre daha pahalıdır?
İşleme süresi, parça sayısıyla kabaca doğrusal olarak ölçeklenir, çünkü her ünite, kendisinden önce kaç tane yapılmış olursa olsun, hala aynı kesme işlemlerini gerektirir. Dökümün maliyeti kalıba önden yüklenir, dolayısıyla bu yatırım büyük bir çalışma boyunca amorti edildiğinde parça başına marjinal maliyet, işlemenin aynı hacimde elde edebileceğinin oldukça altına düşer.
İşlenmiş alüminyum parçalar kaynak yapılabilir mi?
Evet, 6061 ve 5052 de dahil olmak üzere işleme için kullanılan dövme alaşımların çoğu, TIG veya MIG işlemleri kullanılarak kolayca kaynaklanabilir. 7075 ve 2024'ün ısıdan etkilenen bölgede önemli bir mukavemet kaybı olmadan kaynaklanması daha zordur, bu nedenle yüksek mukavemetli uygulamalarda kaynaklı bağlantılar gerektiren tasarımlarda genellikle bunun yerine 6061 veya benzer bir kaynaklanabilir alaşım belirtilir.
CNC ile işlenmiş alüminyum parçalar için minimum sipariş miktarı nedir?
Çoğu makine atölyesi, programlama ve fikstürlemenin ötesinde herhangi bir takım yatırımı gerekmediğinden, tek bir prototip ünitesinden başlayarak siparişleri kabul eder. Bu, minimum sipariş miktarının genellikle herhangi bir teknik minimumdan ziyade kalıp maliyetini haklı çıkarma ihtiyacından kaynaklandığı döküm işlemine göre işlemenin sağladığı en açık pratik avantajlardan biridir.
Parça boyutu işleme toleransı kapasitesini nasıl etkiler?
Isıl genleşme, makine tablasının düzlüğü ve fikstür sertliğinin tümü daha uzun bir aralıkta daha önemli hale geldiğinden, daha büyük parçaların küçük parçalarla aynı sıkı toleransta tutulması genellikle daha zordur. 50 mm'lik bir parçadaki hassas bir özelliğin ±0,01 mm'de tutulması, 500 mm'lik bir parçadaki aynı özelliğin tutulmasından daha kolaydır; burada daha geniş yüzey boyunca termal ve mekanik değişim, ulaşılabilir tolerans bandını doğal olarak genişletir.









