Ortak Yüzeyiçinde Detaylı Açıklaması Kusurlar in Alüminyum Dökümler
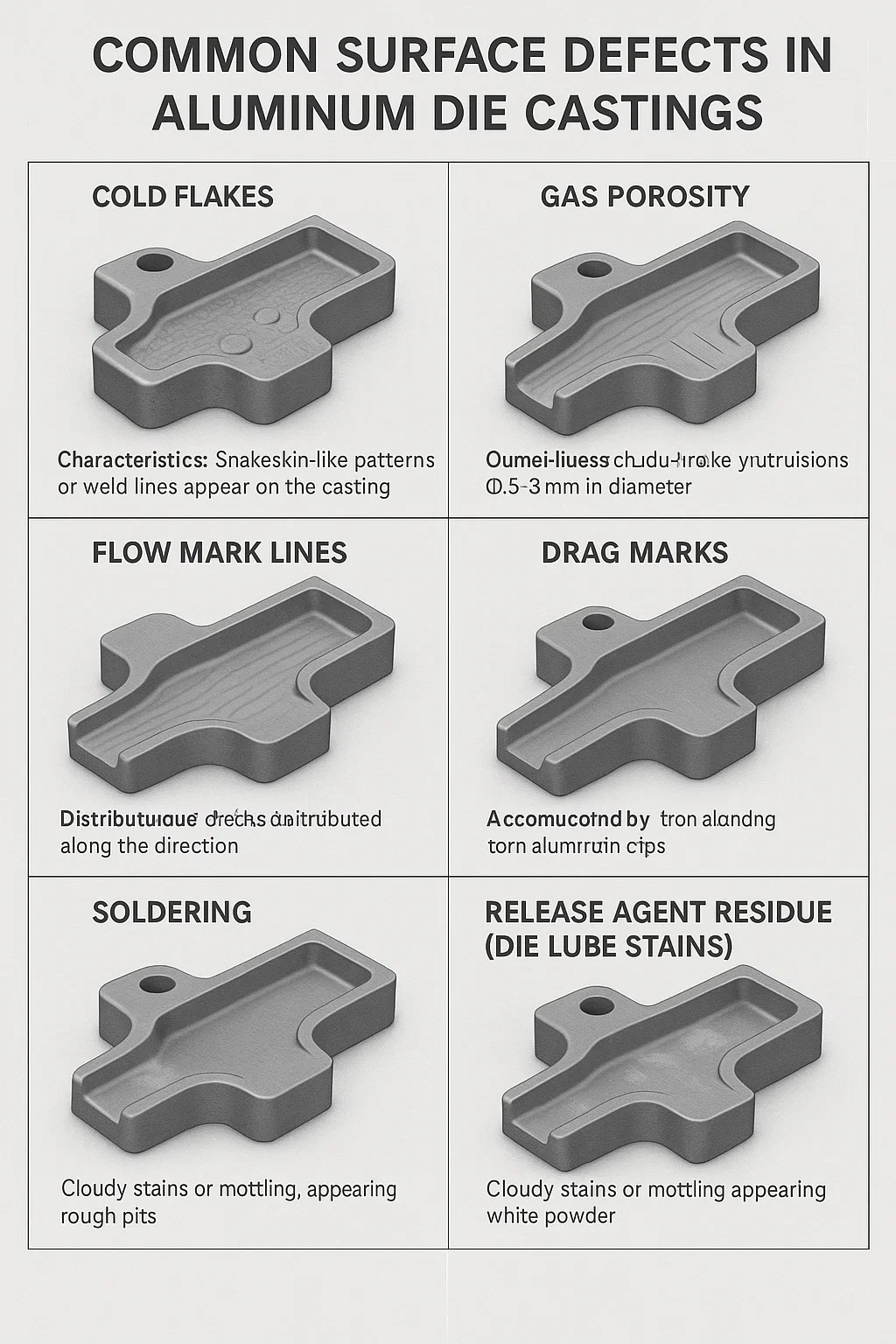
1. Soğuk Gevrekler
Özellikleri: Yılan derisi benzeri desenler veya kaynak çizgileri döküm yüzeyinde görünür ve yüzey düzensiz hissedilir.
Sebep: Düşük erimiş alüminyum sıcaklığı veya yavaş enjeksiyon hızı, iki alüminyum akışının kaynaşmamasına neden olur.
Hasar: Özellikle çatlamaya eğilimli ince duvarlı alanlarda yapısal mukavemette keskin azalma.
2. Gaz Gözenekliliği
Özellikleri: Yüzeyde pürüzsüz, kabarcık benzeri çıkıntılar (0.5-3mm çapında) görünür ve bu çıkıntılar delikleri ortaya çıkarmak için kırılır.
Nedenleri:
Kötü kalıp havalandırma (engellenmiş ejektör pimleri/ayırma yüzeyi)
Aşırı salım maddesi buharı üretimi
Yüksek riskli alanlar: Kaburgaların kökleri ve kapalı boşlukların üst kısımları.
3. Sürükle İşaretleri
Özellikleri: Taslak yönü boyunca uzun, doğrusal çizikler, bazen yırtık alüminyum çipler eşlik eder.
Nedenleri:
Yetersiz taslak açısı (örneğin, 1°'den az)
Kalıp boşluğu yüzeyinde çizikler veya yetersiz parlatma.
4. Akış İşaretleri Çizgileri
Özellikleri: Erimiş alüminyum akışının yönü boyunca dağılmış dalgalı renk çizgileri
Nedenleri:
Türbülanslı akışa yol açan uygunsuz kapı tasarımı
Alüminyum sıcaklık tabakalaşması (hızlı yüzey soğutma)
5. Isı Kontrolü
Özellikleri: Genellikle kalın-ince geçiş bölgesinde meydana gelen bir mikro çatlak ağı
Nedenleri:
Yerel kalıp aşırı ısınması (arızalı soğutma suyu sistemi)
Erken fırlatma, parça iç kısmının eksik katılaşması
6. Lehimleme
Özellikleri: Döküm yüzeyi kalıp çeliğine yapışarak pürüzlü çukurlar oluşturur
Nedenleri:
Kalıp çeliği üzerinde doğrudan alüminyum çarpma (örneğin, çekirdek üzerinde doğrudan kapı çarpma)
Kalıp yüzey kaplamasının aşınması
7. Serbest Bırakma Maddesi Kalıntısı (Die Lube Lekeleri)
Özellikleri: Bulutlu lekeler veya beyaz toz, eloksal sonrası beneklenme
Nedenleri:
Spreyin zayıf atomizasyonu, köşelerde birikmeye neden olur
Hava üfleme işlemi sırasında eksik çıkarma