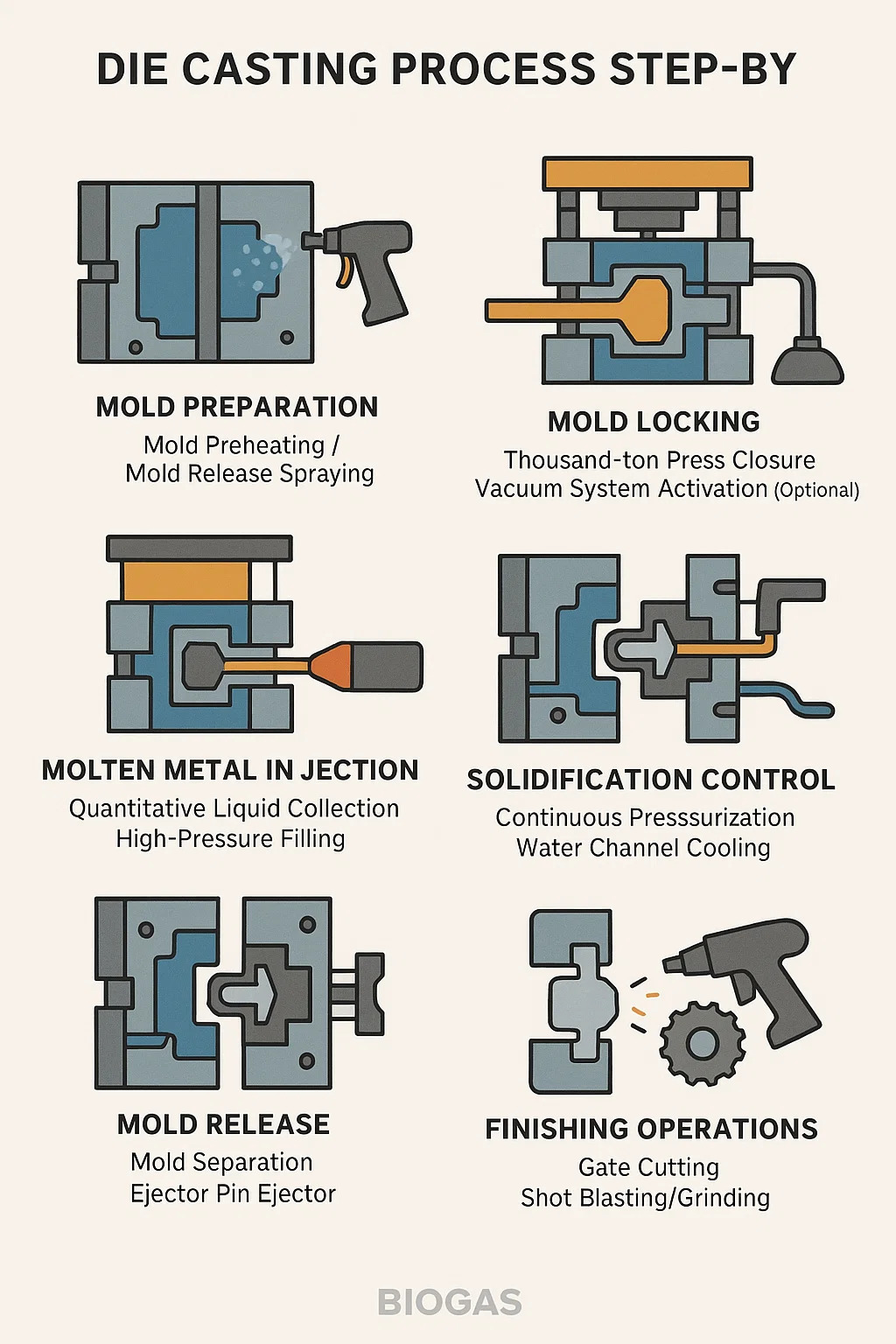
Döküm Adım Adım İşleyin
1. Kalıp Hazırlama (Temel Adım)
Kalıp Ön Isıtma: Erimiş alüminyumun sıçramasını veya soğuk kapanmasını önlemek için çelik kalıbı 150-200°C'ye ısıtın.
Kalıp Ayırıcı Püskürtme: Kalıbı korumak ve kalıptan çıkarmaya yardımcı olmak için boşluğa (su bazlı emülsiyon) eşit şekilde püskürtmek için bir hava sisi tabancası kullanın.
2. Kalıp Kilitleme (Kritik Güvenlik)
Bin Ton Pres Kapatma: Üst ve alt kalıplar yüksek enjeksiyon basıncına (>500 ton sıkma kuvveti) dayanacak şekilde hidrolik olarak kilitlenir.
Vakum Sisteminin Etkinleştirilmesi (İsteğe Bağlı): Hava gözenekliliğini azaltmak için kalıp boşluğundaki havayı boşaltın.
3. Erimiş Metal Enjeksiyonu (Yüksek Hızlı Enjeksiyon)
Kantitatif Sıvı Toplama: Erimiş alüminyum (yaklaşık 660°C) fırından enjeksiyon odasına otomatik olarak kepçeyle beslenir.
Yüksek Basınçlı Doldurma: Bir piston, erimiş alüminyumu kalıp boşluğuna gülle hızıyla (30-100 m/s) enjekte ederek boşluğu 0,01-0,3 saniye içinde doldurur.
4. Katılaşma Kontrolü
Sürekli Basınçlandırma: Piston, katılaşma sırasında erimiş alüminyumun büzülmesini telafi etmek için 10-30 saniye boyunca yüksek basıncı korur.
Su Kanallı Soğutma: Kalıp içinde soğuk su dolaştırılarak ısının uzaklaştırılması sağlanır ve parçanın hızla katılaşması sağlanır.
5. Kalıp Ayırıcı
Kalıp Ayırma: Pres serbest bırakılır ve üst ve alt kalıplar açılır.
İtici Pim İtici: Yerleşik bir ejektör pimi parçayı dışarı atarak yolluk atıklarını (malzemenin yaklaşık %30'u) ortadan kaldırır.
6. Bitirme İşlemleri
Kapı Kesme: Hidrolik kesme, yolluk sistemini ve taşma oluğunu ortadan kaldırır.
Kumlama/Taşlama: Çapakları ve ayırma hattı flaşını giderir.
Isıl İşlem (Anahtar Bileşenler): T6 sertleşmesi sertliği artırır.