Ev / Ürünler / Alüminyum kalıp döküm / Yüksek hassasiyetli yüksek basınçlı alüminyum kalıp döküm otomobil parçaları



Yüksek hassasiyetli yüksek basınçlı alüminyum kalıp döküm otomobil parçaları
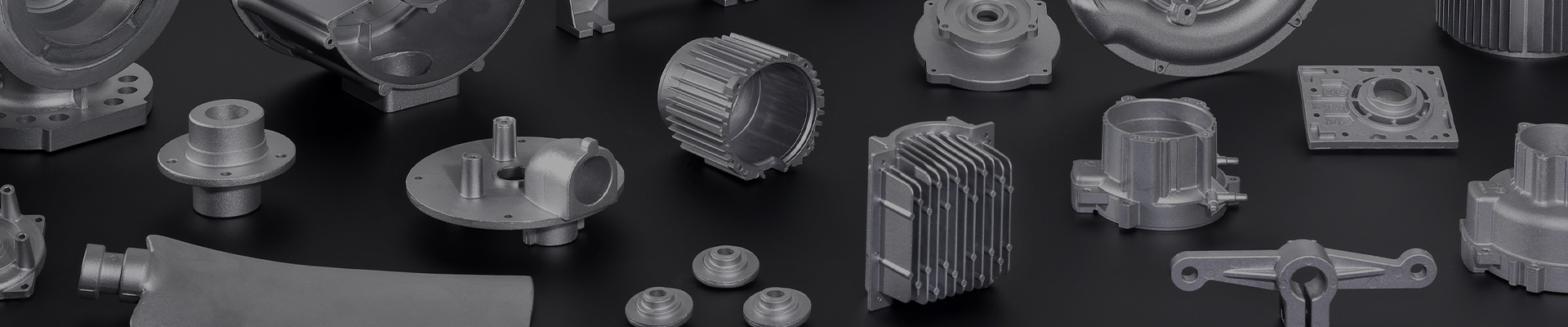
Yüksek hassasiyetli yüksek basınçlı alüminyum kalıp döküm otomobil parçaları otomobillerin önemli bir bileşenidir. Motor, şanzıman, süspansiyon ve frenler gibi arabanın çeşitli bölgelerinde kullanılırlar. Bu parçalar, otomobilin uygun şekilde çalışması için gereklidir ve yüksek hassasiyet ve dayanıklılık standartlarını karşılamalıdır.
Yüksek hassasiyetli kalıp dökümü, erimiş alüminumu kalıp boşluğuna zorlamak için yüksek basınç kullanmayı içeren bir işlemdir, kesin bir şekil ve yapı oluşturur. Bu işlem, boyutsal doğrulukla güçlü ve dayanıklı bir parça ile sonuçlanır. Alüminyum kullanımı ayrıca yakıt verimliliğini artırmak ve emisyonları azaltmak için önemli olan hafif mukavemet sağlar.
Otomotiv endüstrisi, otomobil parçalarının üretimi için karşılanması gereken katı bir dizi standart ve düzenlemeye sahiptir. Bu standartlar, parçaların güvenliğini ve güvenilirliğini, dayanıklılıklarını ve performanslarını sağlar. Yüksek hassasiyetli yüksek basınçlı alüminyum kalıp dökümü, otomotiv uygulamaları için güçlü, hafif ve dayanıklı bir çözüm sağlayan bu standartları karşılayan oldukça etkili bir süreçtir.
Yüksek hassasiyetli yüksek basınçlı alüminyum kalıp döküm otomobil parçalarının kullanılması, gelişmiş performans ve kullanım, azaltılmış gürültü ve titreşim ve daha iyi genel yakıt verimliliği gibi başka avantajlar da sağlayabilir. Otomotiv endüstrisi gelişmeye devam ettikçe ve daha iyi performans ve verimlilik artışı talep ettikçe, yüksek hassasiyetli alüminyum kalıp döküm parçalarının kullanımı bu talepleri karşılamada hayati bir rol oynamaya devam edecektir.
İlgili Ürünler
-

Motosiklet karter
Kedi:Alüminyum kalıp döküm
Motosiklet karter, içten yanmalı motor sisteminde, krank mili, bağlantı çubukları ve diğer hayati motor parçalar...
Ayrıntıları gör -

Alüminyum kalıp döküm motosiklet iletim çantası
Kedi:Alüminyum kalıp döküm
Alüminyum kalıp döküm motosiklet iletim durumumuz, modern mühendislikte hassasiyet, dayanıklılık ve verimliliği ...
Ayrıntıları gör -

Alüminyum kalıp döküm motor koruma plakası
Kedi:Alüminyum kalıp döküm
Alüminyum kalıp döküm motor koruma plakası, otomotiv endüstrisinde en son mühendislik ve malzeme teknolojisini ö...
Ayrıntıları gör -

Alüminyum kalıp döküm hidrolik valf
Kedi:Alüminyum kalıp döküm
Alüminyum kalıp döküm hidrolik kapak, hidrolik sistemlerde mühendislik hassasiyeti ve verimliliğinin bir zirvesi...
Ayrıntıları gör -

Alüminyum kalıp döküm şanzıman muhafazası
Kedi:Alüminyum kalıp döküm
Alüminyum kalıp döküm şanzımanı muhafazası, mühendislik mükemmelliğinde bir zirveyi temsil eder, dayanılmaz bir ...
Ayrıntıları gör -

Alüminyum dişli redüktör
Kedi:Alüminyum kalıp döküm
Alüminyum dişli redüktör, dayanıklılığı ve verimliliği ile ünlü çeşitli mekanik sistemlerde önemli bir bileşendi...
Ayrıntıları gör -

Alüminyum kalıp döküm benzinli motor kılıfı
Kedi:Alüminyum kalıp döküm
Benzinli motor kılıfları için alüminyum kalıp dökümü, otomotiv endüstrisinde önemli bir rol oynayan sofistike bi...
Ayrıntıları gör
Haberler
-
Precision Manufacturing Deep Dive Machined Aluminium: What It Is, How It Works, and Why It Outperforms Other Metals Machined aluminium ...
DEVAMINI OKU -
Doğrudan Cevap: Alüminyum Döküm Fikirleriyle Nereden Başlamalı? En uygulanabilir alüminyum döküm ...
DEVAMINI OKU -
Sektör İçgörüsü Dökme alüminyum valf, ölçülebilir hemen hemen her kategoride damgalı çelikten daha iyi performa...
DEVAMINI OKU -
Dökme Alüminyum Tencere Nedir? Dökme alüminyum tencere, erimiş alüminyumun kalıplara dökülmesiyle (alüminyum d...
DEVAMINI OKU -
Dökme Alüminyum Kalıp Nedir ve Neden Önemlidir? Dökme alüminyum kalıp, alüminyum döküm işlemi sırasında erimiş alüminyu...
DEVAMINI OKU
Mesaj geri bildirimi
Adres Dalun Mold Venture Park, Beilun, Ningbo, Zhejiang, Çin
Televizyon +86 13586867000
E-posta cindy@youyuandiecasting.com
2021 © Tüm Hakları Saklıdır Ningbo Beilun Yoeyuan Machinery Manufacturing Co., Ltd.
