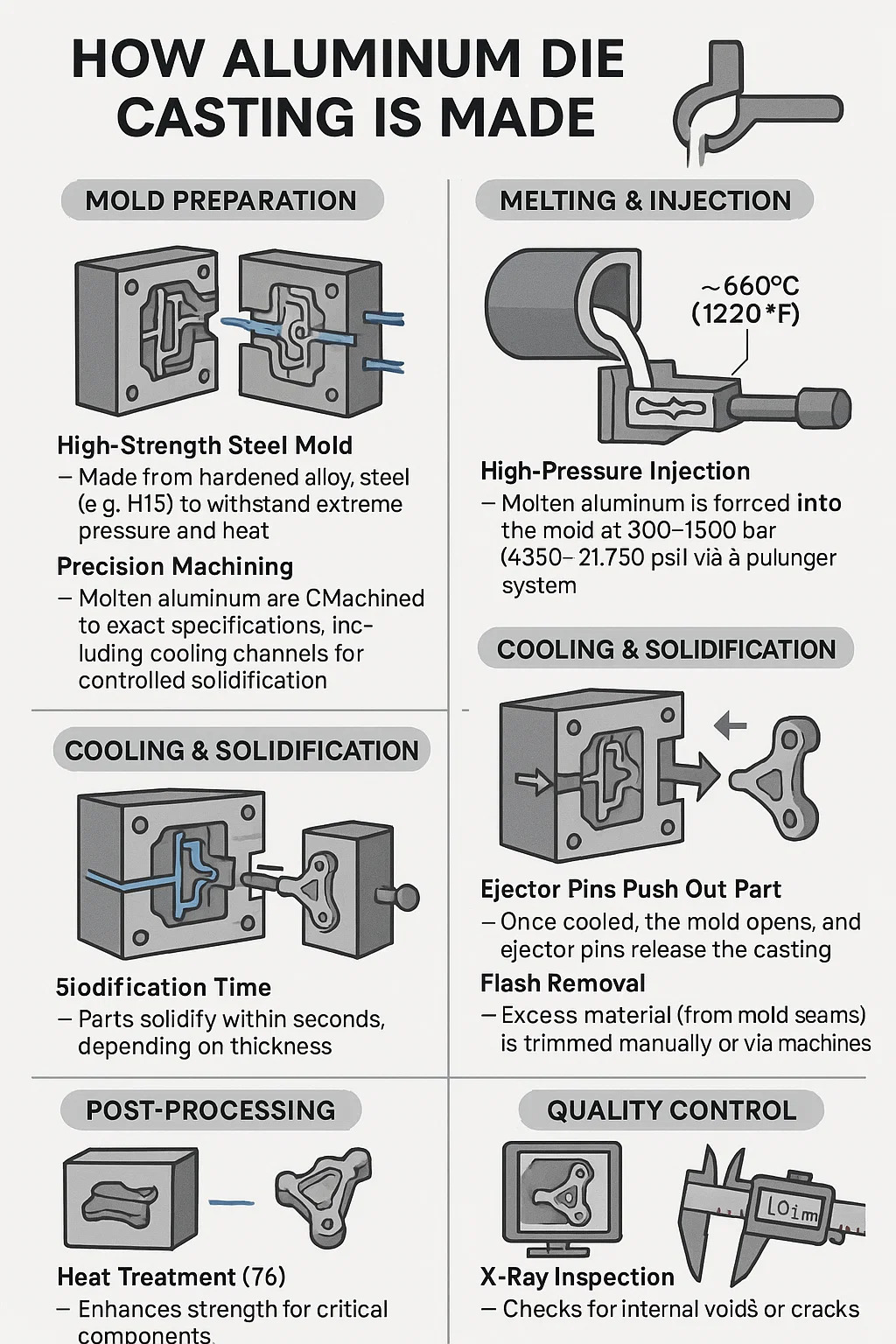
Nasıl Alüminyum kalıp döküm yapıldı
1. Kalıp Hazırlığı
Yüksek mukavemetli çelik kalıp-aşırı basınç ve ısıya dayanmak için sertleştirilmiş alaşımlı çelikten (örn. H13) yapılmış.
Hassas işleme-Kalıp boşlukları, kontrollü katılaşma için soğutma kanalları da dahil olmak üzere kesin spesifikasyonlara göre CNC ile işlenir.
2. eritme ve enjeksiyon
Alüminyum alaşım eritme - Özel alaşımlar (A380 veya ADC12 gibi) bir fırında ~ 660 ° C'de (1220 ° F) eritilir.
Yüksek basınçlı enjeksiyon-erimiş alüminyum, bir piston sistemi aracılığıyla 300-1500 barda (4350-21.750 psi) kalıba zorlanır.
3. Soğutma ve katılaşma
Hızlı soğutma - Kalıp su kanalları, düzgün soğutma sağlar ve çarpmayı önler.
Katılım süresi - Parçalar kalınlığa bağlı olarak saniyeler içinde katılaşır.
4. Çıkarma ve kırpma
Ejektör pimleri parçayı itin - soğuduktan sonra kalıp açılır ve ejektör pimleri dökümü serbest bırakır.
Flaşın çıkarılması - Fazla malzeme (kalıp dikişlerinden) manuel olarak veya makineler aracılığıyla kesilir.
5. İşlem sonrası
Isıl işlem (T6) - Kritik bileşenler için gücü arttırır.
Yüzey Sonu - Korozyon direnci için kumlama, parlatma veya eloksal.
6. Kalite Kontrolü
X-ışını muayenesi-Dahili boşlukları veya çatlakları kontrol eder.
Boyutlu Test - Parçaların sıkı toleransları karşılamasını sağlar (± 0.1mm).
Temel Zorluklar ve Düzeltmeler
| Sorun | Neden | Çözüm |
| Gözeneklilik | Hapsolmuş hava/gaz | Vakum destekli döküm |
| Bükülme | Düzensiz soğutma | Optimize edilmiş kalıp soğutma kanalları |
| Yapışkan | Kalıp için alüminyum bağlar | Gelişmiş Kalıp Kaplamaları (örn. Tin) |