döküm "metal buz küpleri" veya "yüksek kaliteli enjeksiyonlu kalıplama" yapmaya benzer. Bu, erimiş metalin yüksek basınç altında hassas bir kalıba "zorlandığı", ardından katı parçalar oluşturmak üzere soğutulduğu bir işlemdir.
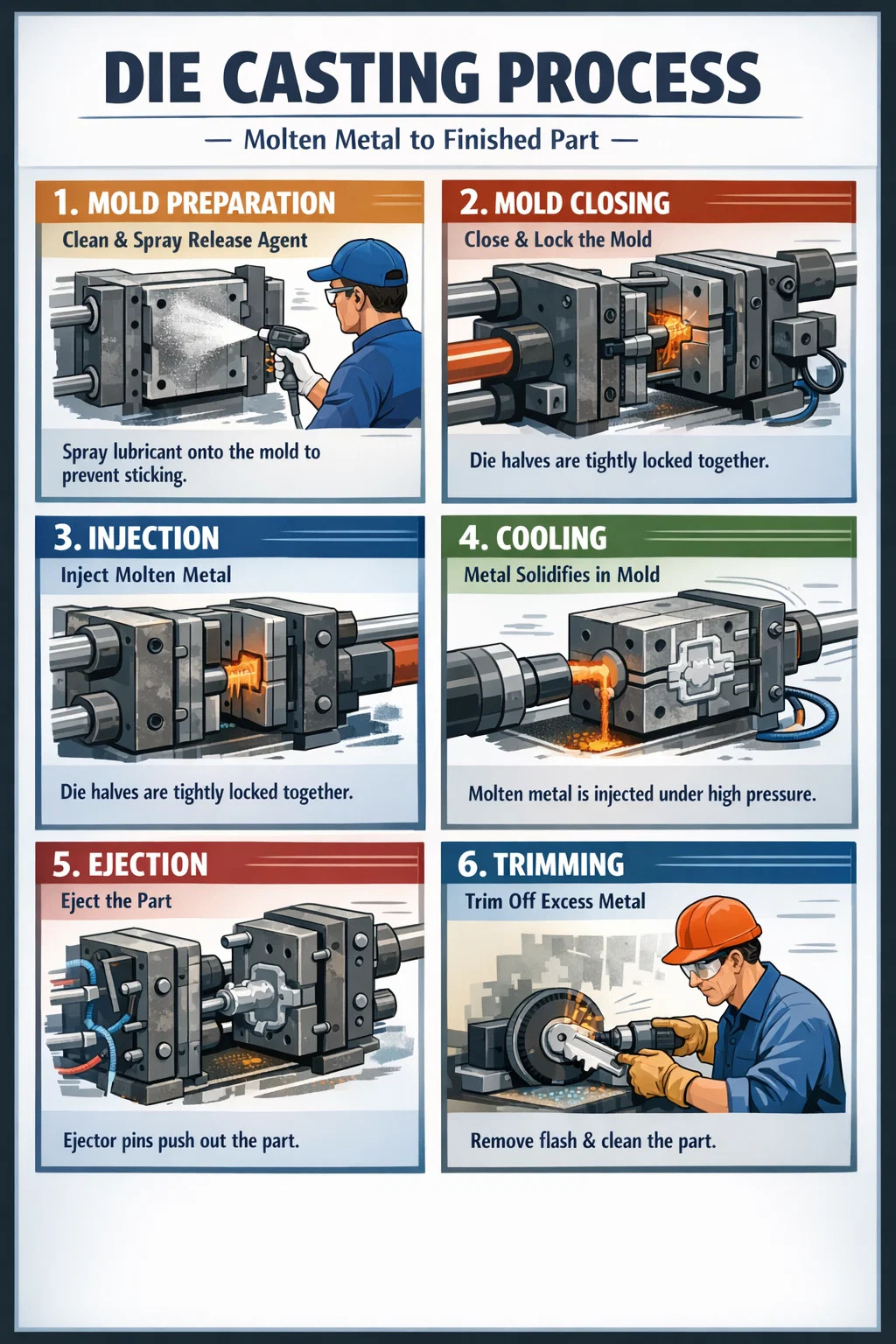
1. Kalıbın Hazırlanması (Temizleme ve Püskürtme)
Başlamadan önce teknisyen metal kalıbı temizler ve ardından kalıp yüzeyine bir kalıp ayırıcı madde püskürtür.
Neden yapılıyor: Bu, yumurtayı kızartmadan önce tavayı yağlamaya benzer, erimiş metalin kalıba yapışmasını ve çıkmasını zorlaştırır. Ayrıca kalıbın soğutulmasına ve ısıdan zarar görmesine karşı korunmasına yardımcı olur.
2. Kalıbın Kapatılması ve Kilitlenmesi
İki ağır çelik kalıp birbirine sıkıca kapatılmıştır.
Anahtar nokta: Bu noktada makine, kalıbı kilitlemek için çok büyük bir kuvvet uygular. Basınç çok yüksek olduğundan kalıp sıkı bir şekilde kilitlenmezse erimiş metal boşluklardan dışarı fışkıracak ve parça bozulacaktır.
3. Erimiş Metalin Enjekte Edilmesi (Enjeksiyon)
Bu adım basınçlı dökümün özüdür. Erimiş metal makinenin girişine dökülür.
Yüksek basınçlı enjeksiyon: Makinede bulunan bir piston (piston), şırınga görevi görerek, erimiş metali çok kısa sürede ve kuvvetli bir şekilde kalıba enjekte eder. Bu işlem hızlı olmalıdır, aksi takdirde metal yarı yolda soğuyacak ve parçanın eksik olmasına neden olacaktır.
4. Soğutma ve Şekillendirme (Soğutma)
Metal kalıba girdikten sonra kalıbın kendi soğutma sistemi olduğundan ısı hızla dağılır.
Katılaşma: Sıvı metal, birkaç saniye ile onlarca saniye arasında (parçanın boyutuna bağlı olarak) katılaşarak tekrar sert bir katıya dönüşür.
5. Kalıbın Açılması ve Parçanın Çıkarılması (Çıkartma)
Metal tamamen sertleştikten sonra makine otomatik olarak kalıbı açar.
Parçanın çıkarılması: Kalıptaki itici pimler bitmiş parçayı dışarı iter. Parça bu noktada hala sıcaktır ve genellikle bir robot kol veya taşıma bandı tarafından alınır.
6. Kırpma ve Bitirme (Kırpma)
Yeni üretilen parça mükemmel değil; kenarlarında genellikle fazladan metal artıkları bulunur ("flaş" veya "geçit" olarak adlandırılır). Çapak alma: İşçiler fazla malzemeyi kesmek için presleri veya taşlama makinelerini kullanır ve geriye yalnızca temiz, bitmiş ürün kalır. Atılan artıklar israf edilmez; fırında eritilip tekrar kullanılabilirler.