Kısa Cevap: Basınçlı Döküm Nasıl Çalışır?
döküm erimiş metalin yüksek basınç altında kalıp adı verilen sertleştirilmiş bir çelik kalıba enjekte edildiği ve metal boşluğun tam şeklini alacak şekilde katılaşana kadar orada tutulduğu bir metal şekillendirme işlemidir. Katılaştığında kalıp açılır, ejektör pimleri parçayı dışarı iter ve döngü yeniden başlar. Tek bir kalıp, aşınmadan önce bu diziyi yüzbinlerce kez tekrarlayabilir.
İşlem öncelikle demir dışı alaşımlarla kullanılır: alüminyum, çinko, magnezyum ve bakır bazlı metaller. Enjeksiyon basınçları tipik olarak 1.500 psi ile 25.000 psi arasında değişir Bu, basınçlı dökümün ince duvarlı, dar toleranslı (genellikle ±0,002 inç) ve daha sonra kapsamlı işleme gerekmeden düzgün döküm yüzey kaplamalı parçalar üretmesine olanak tanır.
On binlerce aynı metal parçaya (otomotiv braketleri, elektronik muhafazalar, sıhhi tesisat bağlantı parçaları, cihaz bileşenleri) ihtiyacınız varsa, ön takım maliyetini karşıladığınızda basınçlı döküm neredeyse her zaman en uygun maliyetli üretim yöntemidir.
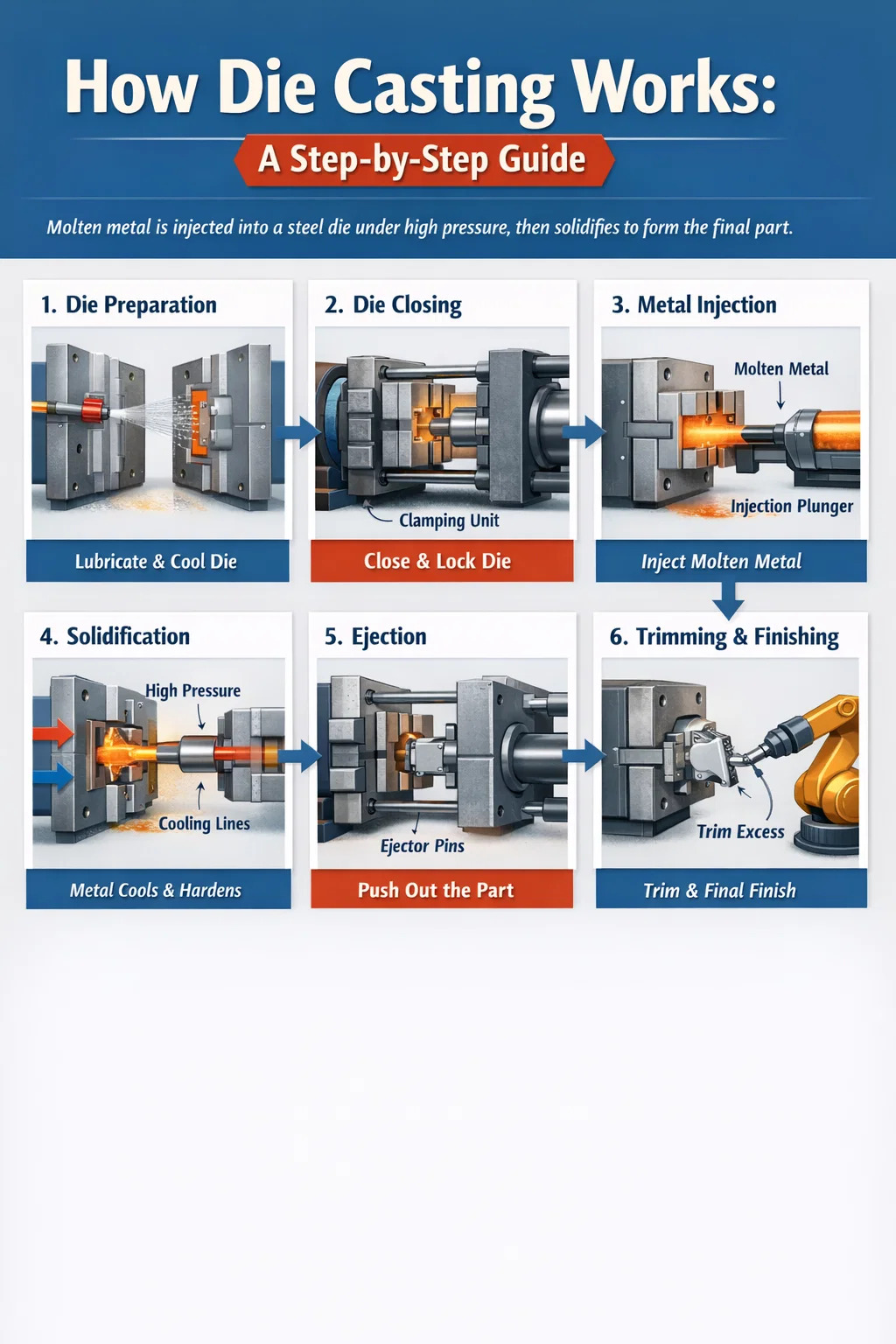
Adım Adım Basınçlı Döküm Süreci
Basınçlı dökümün nasıl yapıldığını anlamak, üretim döngüsünün her aşamasından geçmeyi gerektirir. Farklı makineler ve alaşımlar farklılıklara yol açsa da temel sıra tüm endüstride tutarlıdır.
Adım 1 – Kalıp Hazırlama ve Yağlama
Her atıştan önce kalıp yarımlarına bir yağlayıcı veya ayırıcı madde püskürtülür. Bu iki amaca hizmet eder: katılaşmış dökümün yapışmadan temiz bir şekilde çıkarılmasına yardımcı olur ve tutarlı bir termal profili korumak için kalıp yüzeyini hafifçe soğutur. Su bazlı kalıp yağlayıcılar, dumanı azalttıkları ve çevre düzenlemelerine uydukları için modern mağazalarda en yaygın tercihtir. Püskürtme döngüsü genellikle iki ila beş saniye sürer ve yüksek hacimli hatlarda otomatikleştirilir.
Adım 2 – Kalıp Kapatma ve Sıkma
Basınçlı döküm makinesi iki kalıp yarısını muazzam bir kuvvetle birbirine kenetler. Bu sıkıştırma kuvveti ton cinsinden ölçülür ve basınçlı erimiş metalin enjeksiyon sırasında kalıp yüzeylerine uygulayacağı kuvveti aşmalıdır. 500 tonluk bir makine, kalıbı 500 tonluk kapama kuvvetiyle kapalı tutuyor. Makineler, küçük çinko parçalar için 100 tonun altından, büyük alüminyum yapısal bileşenler için 4.000 ton veya daha fazlasına kadar değişir. Sıkıştırma kuvveti yetersizse erimiş metal kalıbın yarımları arasından dışarı fırlayabilir, parça üzerinde ince kanatçıklar oluşturabilir ve takıma zarar verme potansiyeline sahiptir.
Adım 3 — Metal Enjeksiyon
Bu tanımlayıcı adımdır. Erimiş metal, parça geometrisine doğrudan akışı sağlayan bir kanal sistemi (dişlik, yolluklar ve kapaklar) aracılığıyla kalıp boşluğuna itilir. Soğuk oda makinelerinde, ölçülü bir metal atış kepçeye alınır veya otomatik olarak bir atış manşonuna dökülür ve bir hidrolik piston onu ileri doğru hareket ettirir. Sıcak hazneli makinelerde enjeksiyon mekanizması erimiş metal banyosuna daldırılır ve doğrudan hassas bir yük çeker. Enjeksiyon hızı aşamalar halinde ayarlanabilir: yavaş bir ilk aşama yolluk sistemini doldurur ve hızlı bir ikinci aşama erken katılaşmayı önlemek için parça boşluğunu doldurur. Boşluğun doldurulma süreleri genellikle 10 ila 100 milisaniye arasındadır.
Adım 4 — Yoğunlaştırma ve Katılaştırma
Boşluk dolduktan hemen sonra makine, daha fazla metali paketlemek ve döküm katılaştıkça büzülmeyi telafi etmek için yoğunlaştırma basıncını (ikincil, daha yüksek basınç dalgalanması) uygular. Bu basınç, duvar kalınlığına ve alaşıma bağlı olarak tipik olarak bir ila otuz saniye arasında bir bekleme süresi boyunca korunur. Kalıbın kendisi bir ısı emici görevi görür; dahili soğutma kanalları, ısıyı hızlı ve tutarlı bir şekilde çıkarmak için su veya termal yağ taşır. Daha hızlı soğutma, daha kısa çevrim sürelerine ve bitmiş parçada daha ince mikro yapıya olanak tanır.
Adım 5 — Kalıp Açma ve Parça Çıkarma
Metal yeterince katılaştığında, sıkıştırma ünitesi geri çekilir ve kalıp yarıları ayrılır. Döküm, bir yarıda (ejektör yarısı) kalır çünkü taslak açıları ve geometri bu şekilde tasarlanmıştır. İtici pimler (kalıba yerleştirilmiş sertleştirilmiş çelik çubuklar) ilerler ve parçayı serbest bırakır. Pimler, dökümün kritik olmayan yüzeylerinde küçük dairesel tanık izleri bırakır. Bir robot veya insan operatör parçayı çıkarır ve döngü yeniden başlar.
Adım 6 — Kırpma ve Bitirme
Ham döküm, yolluk ve kapı sistemine bağlı olarak çıkar ve genellikle ayrım çizgileri boyunca ince bir parlamaya sahiptir. Hidrolik presteki kesme kalıbı, kızakları ve fazla çapakları tek bir vuruşta keser. Daha ileri bitirme işlemleri uygulamaya bağlıdır: kozmetik yüzeyler için kumlama, dişli delikler veya hassas delikler için CNC işleme, yapısal alüminyum alaşımları için ısıl işlem ve anotlama, toz kaplama veya krom kaplama gibi yüzey kaplamaları.
Sıcak Hazne ve Soğuk Hazneli Basınçlı Döküm
İki ana makine tipinin her biri farklı alaşım çeşitlerine uygundur. Belirli bir malzeme için yanlış türün seçilmesi ya makineye zarar verir ya da düşük kaliteli parçalar üretir.
| Özellik | Sıcak Oda | Soğuk Oda |
|---|---|---|
| Enjeksiyon sistemi konumu | Erimiş metale batırılmış | Fırından ayrı |
| Uyumlu alaşımlar | Çinko, magnezyum, kurşun, kalay | Alüminyum, pirinç, magnezyum (yüksek sıcaklık) |
| Döngü hızı | Daha hızlı (çinko için 18 atış/dakikaya kadar) | Daha yavaş (manuel kepçeleme zaman kazandırır) |
| Maksimum enjeksiyon basıncı | ~2.500 psi | 25.000 psi'ye kadar |
| Parça boyutu aralığı | Küçük ila orta | Küçükten çok büyüğe |
| Gözeneklilik eğilimi | Daha düşük | Orta (süreç kontrolü tarafından yönetilir) |
Sıcak hazneli makineler alüminyumla kullanılamaz çünkü alüminyum tipik döküm sıcaklıklarında demiri çözer ve batık enjeksiyon sisteminin çelik kaz boynuna ve pistonuna hızla saldırır. Soğuk odalı makineler alüminyum basınçlı döküm için doğru seçimdir; metal ayrı bir bekletme fırınında eritilir ve püskürtme kovanına yalnızca enjeksiyondan hemen önce girer, bu da maruz kalma süresini sınırlandırır.
Basınçlı Dökümde Kullanılan Malzemeler
Alaşım seçimi, süreçteki hemen hemen tüm diğer kararları (makine tipi, kalıp malzemesi, çevrim süresi ve son parça özellikleri) yönlendirir. Bunlar ticari basınçlı döküm operasyonlarında en sık görülen dört ailedir.
Alüminyum Alaşımları
Alüminyum kabaca hesaplanıyor Ağırlığa göre tüm basınçlı döküm üretiminin %80'i Kuzey Amerika'da. En yaygın kullanılan alaşımlar A380, A383 ve A360'tır. A380, dökülebilirlik, dayanıklılık (47.000 psi civarında nihai çekme dayanımı) ve korozyon direnci arasında mükemmel bir denge sunarak otomotiv ve tüketici elektroniği muhafazaları için varsayılan seçim haline geliyor. Alüminyumun düşük yoğunluğu (çeliğin yaklaşık üçte biri), otomobil üreticilerinin yakıt ekonomisi ve EV menzil hedeflerini karşılamak için hafif bileşenler arayışında olmaları nedeniyle talebin önemli bir nedenidir. Dezavantajı ise çinkoya kıyasla kalıp ömrünü kısaltan daha yüksek döküm sıcaklığıdır (yaklaşık 1.200°F / 650°C).
Çinko Alaşımları
Çinko alaşımları (Zamak 3, Zamak 5, ZA-8) çok daha düşük sıcaklıklarda (yaklaşık 780°F / 415°C) dökülür, bu da takımların ömrünün çok daha uzun olmasını sağlar - alüminyum kalıplar için 100.000-400.000 atışa karşılık genellikle bir milyondan fazla atış. Çinko parçalar son derece ince duvarlara (0,4 mm'ye kadar) ve çok ince yüzey detaylarına sahip olarak dökülebilir; bu nedenle dekoratif donanımlar, kilit gövdeleri ve küçük hassas mekanik bileşenler için kullanılırlar. Çinko, alüminyumdan daha yoğundur ancak daha düşük işleme maliyetleri ve daha uzun takım ömrü, onu genellikle yüksek hacimli küçük parçalar için daha ekonomik hale getirir.
Magnezyum Alaşımları
Magnezyum, hacim olarak alüminyumdan yaklaşık %33 daha hafif olan, yaygın olarak döküm yapılan en hafif yapısal metaldir. AZ91D ve AM60B gibi alaşımlar, ağırlığın birincil faktör olduğu otomotiv iç yapılarında, dizüstü bilgisayar kasalarında ve elektrikli alet gövdelerinde kullanılır. Magnezyum, spesifik alaşıma ve gerekli parça boyutuna bağlı olarak sıcak veya soğuk odalı makinelerde işlenebilir. Üretimle ilgili önemli bir husus: Magnezyum ince bölünmüş formda yanıcıdır, bu nedenle hurda ve talaşların dikkatli bir şekilde işlenmesi ve tesiste özel yangın söndürme sistemleri gerekir.
Bakır Esaslı Alaşımlar (Pirinç ve Bronz)
Bakır alaşımları, genellikle 900°C'yi (1.650°F) aşan en yüksek döküm sıcaklıklarını gerektirir; bu da kalıp ömrünü önemli ölçüde kısaltır ve enerji maliyetlerini artırır. Bununla birlikte, pirinç ve bronz dökümler mükemmel korozyon direnci, iyi elektrik iletkenliği ve onları sıhhi tesisat armatürleri, elektrik konnektörleri ve mimari donanımlarda değerli kılan birinci sınıf bir görünüm sunar. Bakır alaşımlı basınçlı döküm, toplam üretimin küçük ama kalıcı bir payını temsil eder, çünkü başka hiçbir malzeme, orta hacimli parçalar için karşılaştırılabilir bir maliyetle bu özellik kombinasyonuyla eşleşmez.
Kalıp Tasarımı ve Kalıplama
Kalıp, basınçlı döküm prosesinin en sermaye yoğun unsurudur ve tasarımı parça kalitesini, çevrim süresini ve üretim ekonomisini doğrudan belirler. Kötü tasarlanmış bir kalıp, hiçbir makine ayarının tam olarak çözemeyeceği sorunlara neden olur.
Kalıp Malzemeleri
Basınçlı döküm takımları neredeyse evrensel olarak yaklaşık 44-48 HRC'ye kadar sertleştirilmiş H13 sıcak iş takım çeliğinden yapılır. H13, termal yorgunluğa (binlerce döngüde daha az çelikleri çatlatacak tekrarlanan ısıtma ve su verme işlemlerine) karşı dirençli olduğu için seçildi. Daha sıkı kimya kontrolleri ve vakumlu ark yeniden eritme (VAR) işlemiyle birinci sınıf H13 kaliteleri, kalıp ömrünü önemli ölçüde uzatabilir. Çok yüksek hacimli alüminyum üretimi için bazı operasyonlarda DIN 1.2367 gibi modifiye çelikler veya takım tedarikçileri tarafından geliştirilen özel kaliteler kullanılır.
Yolluk ve Yolluk Sistemi Tasarımı
Metalin boşluğa girdiği yer (geçit konumu) dolgu desenini, hava sıkışmasını ve büzülmeyi kontrol eder. Simülasyon yazılımı (Magmasoft, ProCAST, Flow-3D) artık kalıp tasarımı için standart bir uygulamadır ve mühendislerin metal akışını modellemesine, soğuk kapanmaları tahmin etmesine, gözenekliliğin nerede oluşabileceğini belirlemesine ve tek bir çelik parçasını kesmeden önce geçit ve taşma kuyusu yerleşimini optimize etmesine olanak tanır. Takım imalatından önce simülasyona yatırım yapmak, normalde pahalı kalıp değişiklikleri gerektirecek sorunları yakalayarak genellikle maliyetinden çok daha fazla tasarruf sağlar.
Taslak Açılar ve Ayrım Hatları
Basınçlı dökümdeki her dikey duvarın, parçanın sürüklenmeden veya yapışmadan kalıptan çıkmasını sağlamak için bir taslak açısına (hafif bir koniklik) sahip olması gerekir. Tipik taslak açıları dış yüzeyler için 1° ila 3° ve iç çekirdekler için 2° ila 5° arasındadır. Özel kaplamalar veya geometri hileleri ile sıfır taslaklı duvarlar teorik olarak mümkündür ancak maliyet ve risk ekler. Ayırma çizgisi iki kalıp yarısının buluştuğu yerdir; doğru yerleştirilmesi parlamayı en aza indirir, alet yapımını basitleştirir ve kozmetik yüzeylerin kontrolünü kolaylaştırır.
Soğutma Sistemi Tasarımı
Kalıp çeliğinden açılan dahili soğutma kanalları, sıcaklığı kontrollü su taşır. Isının yoğunlaştığı parçanın kalın bölümlerine göre yerleşimleri, dökümün ne kadar eşit şekilde katılaşacağını ve döngünün ne kadar hızlı çalışabileceğini belirler. Düz bir şekilde delinmek yerine kalıp boşluğunun dış hatlarını takip eden kanallar olan uyumlu soğutma, katmanlı üretim ekleri yoluyla giderek daha fazla üretilmekte, kritik bölgelerde daha agresif ısı tahliyesine ve bazı uygulamalarda çevrim süresinin %15-25 oranında azaltılmasına olanak sağlamaktadır.
Temel Proses Parametreleri ve Nasıl Kontrol Edildikleri
Basınçlı döküm bir kur ve unut işlemi değildir. İstikrarlı, yüksek kaliteli bir süreç, bir dizi birbirine bağımlı değişkenin aktif olarak izlenmesini ve kontrol edilmesini gerektirir.
- Metal sıcaklığı: Çok sıcak, büzülme gözenekliliğini ve kalıp erozyonunu artırır; çok soğuk, hatalı çalıştırmalara ve soğuk kapanmalara neden olur. Alüminyum genellikle parça geometrisine ve duvar kalınlığına bağlı olarak 1.250°F–1.350°F (677°C–732°C) sıcaklıkta dökülür.
- Enjeksiyon hızı: Birinci aşama (yavaş) hız koşucuyu doldurur; ikinci faz (hızlı) hız boşluğu doldurur. Geçit hızı (metalin geçitten parçaya geçme hızı) genellikle alüminyum için 100 ila 180 ft/s arasında hedeflenir.
- Yoğunlaşma basıncı: Boşluk doldurulduktan hemen sonra uygulanan bu basınç, büzülme boşluklarını azaltmak için katılaşan metali paketler. Alüminyum için tipik yoğunlaştırma basınçları 8.000–15.000 psi'dir.
- Kalıp sıcaklığı: Kalıp, üretim parçaları çalıştırılmadan önce alüminyum için tipik olarak 300°F–500°F (150°C–260°C) termal dengeye ulaşmalı ve bu dengeyi korumalıdır. Soğuk bir kalıp yüzey kusurlarına neden olur; aşırı ısınan kalıp çevrim süresini uzatır ve termal yorgunluğu hızlandırır.
- Vakum yardımı: Bazı basınçlı döküm kurulumları, enjeksiyondan önce havayı tahliye etmek için kalıp boşluğuna bağlı vakum hatları kullanır. Havanın çıkarılması, gaz gözenekliliğini azaltır ve parçada gaz sıkışmadan daha yüksek enjeksiyon hızlarına olanak tanır; bu özellikle ısıl işlem görecek veya kaynaklanacak yapısal bileşenler için değerlidir.
Modern basınçlı döküm makineleri, her dozajın proses verilerini (piston konumu, hız, basınç eğrileri) gerçek zamanlı olarak kaydeder. İstatistiksel süreç kontrol çizelgeleri, parametreler belirlenen sınırların dışına çıktığında işaretleyerek süreç mühendislerinin hurda oranları artmadan önce sorunları düzeltmelerine olanak tanır.
Basınçlı Dökümde Yaygın Kusurlar ve Nedenleri
Kusur mekanizmalarını anlamak, süreçte sorun gidermenin merkezinde yer alır. Çoğu kusur, nispeten küçük bir dizi temel nedene dayanır.
Gözeneklilik
En yaygın döküm hatası. İki tür mevcuttur: doldurma sırasında sıkışan hava veya çözünmüş hidrojenden kaynaklanan gaz gözenekliliği ve katılaşırken büzülen bölümleri beslemek için yetersiz metalden kaynaklanan büzülme gözenekliliği. Gaz gözenekliliği tipik olarak yüzeye yakın veya son doldurulan alanlarda yuvarlak boşluklar olarak ortaya çıkar. Büzülme gözenekliliği, kalın kesitlerde düzensiz, pürüzlü boşluklar olarak görünür. Çözümler arasında vakum yardımı, optimize edilmiş geçit tasarımı, ayarlanmış yoğunlaştırma basıncı ve parçanın yeniden tasarlanması yoluyla duvar kalınlığının azaltılması yer alır.
Soğuk Kapatmalar ve Yanlış Çalıştırmalar
Soğuk kapatma, iki metal akış cephesinin buluştuğu ancak birleştirmeden önce çok fazla soğudukları için düzgün şekilde kaynaşmadığı döküm yüzeyinde görünür bir çizgi olarak görünüyor. Yanlış çalıştırma, tamamlanmamış bir doldurmadır; boşluğun, katılaşmadan önce yeterince metal almayan bir kısmıdır. Her ikisine de yetersiz metal sıcaklığı, çok düşük enjeksiyon hızı, yetersiz metal hacmi veya aşırı kalıp soğuması neden olur. Metal sıcaklığının, enjeksiyon hızının veya atış ağırlığının arttırılması tipik olarak bu kusurları çözer.
Lehimleme ve Kalıp Erozyonu
Lehimleme, alüminyum alaşımının kalıp çeliğine yapışması, çıkarma sırasında malzemeyi parça yüzeyinden çekmesi ve sonunda kalıp üzerinde birikintiler oluşturması durumunda meydana gelir. Kalıp çeliğindeki erimiş alüminyum ve demir arasındaki kimyasal reaksiyonla tahrik edilir, yüksek metal sıcaklığı ve yüksek geçit hızının aynı kalıp yüzeyine tekrar tekrar çarpmasıyla hızlanır. Koruyucu kaplamalar (nitrürleme, TiAlN gibi PVD kaplamalar), kalıp sıcaklığı kontrolü ve optimize edilmiş yağlama, lehimleme sıklığını azaltır. Şiddetli vakalar kalıp cilalama veya kaynak onarımı gerektirir.
Flaş
Flaş, kalıbın yarıları arasından veya ejektör pimlerinin çevresinden çıkan ince metal kanatçıktır. Yetersiz sıkma kuvvetinden, aşınmış veya hasar görmüş ayırma hattı yüzeylerinden veya aşırı enjeksiyon basıncından kaynaklanır. Trim presinde küçük flaş kaldırılır; sürekli yanıp sönme, kötüleşmeden önce düzeltilmesi gereken bir makine, kalıp veya proses parametresi sorununu belirtir.
Varyasyonlar ve Gelişmiş Basınçlı Döküm Yöntemleri
Geleneksel yüksek basınçlı dökümün ötesinde, çeşitli proses değişkenleri, standart dökümün karşılayamayacağı belirli parça gereksinimlerini veya kalite hedeflerini karşılar.
Vakumlu Döküm
Vakumlu basınçlı döküm, özel vakum valfleri aracılığıyla enjeksiyondan hemen önce kalıp boşluğundaki havayı tahliye eder. Gelişmiş sistemlerde boşluktaki kalan hava basıncı 50 mbar'ın altına düşürülür. Sonuç, dökümlerin ısıl işleme tabi tutulmasına (T5 veya T6) ve kaynak yapılmasına olanak tanıyan önemli ölçüde daha düşük gaz gözenekliliğidir; bu, standart basınçlı dökümün güvenilir bir şekilde elde edemeyeceği yeteneklerdir. Şok kuleleri, B sütunları ve akü muhafazaları gibi yapısal otomotiv parçaları giderek daha fazla bu şekilde üretiliyor.
Yarı Katı Basınçlı Döküm (Thixocasting ve Rheocasting)
Yarı katı işlemede metal, sıvılaşma ve katılaşma arasındaki bir sıcaklıkta, kısmen katılaşmış, bulamaç benzeri bir durumda enjekte edilir. Metalin daha viskoz olması ve kalıbı daha az türbülanslı, daha laminer bir şekilde doldurması nedeniyle gaz sıkışması önemli ölçüde azalır. Reo döküm veya tikso döküm yoluyla üretilen parçalar, bazı geometrilerde dövme parçaların gözeneklilik seviyelerine yaklaşabilir. Sürecin çalıştırılması geleneksel basınçlı dökümden daha karmaşık ve pahalı olduğundan havacılık, motor sporları ve birinci sınıf otomotiv uygulamalarındaki yüksek değerli bileşenler için ayrılmıştır.
Sıkıştırılmış Döküm
Sıkıştırmalı dökümde çok daha düşük enjeksiyon hızları kullanılır ancak katılaşma boyunca çok yüksek basınç (genellikle 10.000-30.000 psi) uygulanır ve tutulur. Yüksek sürekli basınç, gözenekliliği bastırır ve mikro yapıyı iyileştirerek, dövme parçalarınkine yaklaşan mekanik özelliklere sahip dökümler üretir. Yüksek performanslı araçlara yönelik alüminyum jantlar yaygın bir sıkma döküm uygulamasıdır. Çevrim süreleri geleneksel basınçlı dökümden daha uzundur ve süreç, basınç dağıtımı için daha dikkatli kalıp tasarımı gerektirir.
Mega Döküm (Gigacasting)
Büyük ölçüde elektrikli araç endüstrisi tarafından yönlendirilen yeni bir gelişme olan mega döküm, düzinelerce damgalanmış ve kaynaklı çelik parçadan oluşan düzeneklerin yerini alan tek alüminyum yapısal dökümler üretmek için 6.000 ton veya daha büyük makineler kullanıyor. Tesla bu yaklaşımı, yaklaşık 70 ayrı parçayı tek bir çekimde birleştiren arka gövde altı dökümüyle popülerleştirdi. Diğer birçok otomobil üreticisi de artık benzer geniş formatlı basınçlı döküm hücrelerini devreye alıyor veya çalıştırıyor. Ekonomik durum, azaltılmış takım sayılarına, daha basit montaj hatlarına ve daha düşük birleştirme maliyetlerine dayanır; ancak bu, çok büyük bir ön makine yatırımı gerektirir.
Basınçlı Döküm ve Diğer Metal Döküm Prosesleri
Basınçlı döküm, metal parçaları dökmenin tek yolu değildir ve her zaman doğru olan da değildir. Alternatiflere göre nereye uyduğunu anlamak, belirli bir proje için doğru sürecin seçilmesine yardımcı olur.
| Süreç | Takım Maliyeti | Parça Başına Maliyet (Yüksek Hacim) | Boyutsal Doğruluk | En İyisi |
|---|---|---|---|---|
| Yüksek basınçlı döküm | Yüksek (20.000$–200.000$) | Çok düşük | Mükemmel | Yüksek hacimli demir dışı parçalar |
| Kalıcı kalıp dökümü | Orta | Düşük | İyi | Orta hacimli, daha kalın duvarlar |
| Hassas döküm | Orta | Yüksek | Çok yüksek | Karmaşık geometri, demirli alaşımlar, havacılık |
| Kum dökümü | Düşük | Orta to high | Fakirden adile | Düşük volume, large parts, iron/steel |
Karar genellikle hacme bağlıdır. Bir alüminyum parça için basınçlı döküm takımlarının maliyeti, karmaşıklığa bağlı olarak genellikle 30.000 ila 150.000 ABD Doları arasındadır. Bu yatırım, yılda 50.000 veya daha fazla parçayla mantıklıdır ancak birkaç yüz birimi haklı çıkarmak zordur. Düşük hacimli üretim için, parça başına maliyet daha yüksek olmasına rağmen kum döküm veya hassas döküm daha ekonomiktir. Demirli alaşımlar (çelik, demir) için basınçlı döküm genellikle hiç kullanılmaz; hassas döküm, kum döküm veya dövme uygun seçimlerdir.
Basınçlı Dökümün Hakim Olduğu Endüstriler ve Uygulamalar
Basınçlı dökümün hız, hassasiyet ve net şekil yeteneği kombinasyonu, onu birçok endüstride geniş bir ürün kategorisi yelpazesi için varsayılan üretim süreci haline getirdi.
- Otomotiv: Motor blokları (bazı konfigürasyonlarda), şanzıman muhafazaları, yağ pompası gövdeleri, braket düzenekleri, kapı kolları, ayna muhafazaları, tekerlekler (sıkıştırılmış döküm) ve gittikçe büyüyen beyaz yapısal gövde bileşenleri. Otomotiv, basınçlı döküm için en büyük tek pazardır ve değer olarak Kuzey Amerika üretiminin %50'sinden fazlasını oluşturur.
- Tüketici elektroniği: Dizüstü bilgisayar ve tablet kasası, akıllı telefon iç çerçeveleri, kamera gövdeleri ve ısı emici yapıları alüminyumun hafiflik, termal iletkenlik ve yapısal sertlik kombinasyonundan yararlanır.
- Endüstriyel ekipman: Dişli kutusu gövdeleri, pompa gövdeleri, motor gövdeleri ve valf gövdeleri, tutarlı duvar kalınlığı ve basınca dayanıklı bütünlük ile yüksek hacimlerde üretilir.
- Telekomünikasyon altyapısı: 5G baz istasyonu muhafazaları ve ısı yönetimi bileşenleri, EMI koruması, termal performans ve boyutsal stabilite kombinasyonu için alüminyum döküm kullanır.
- Sıhhi Tesisat ve HVAC: Pirinç ve alüminyum döküm bağlantı parçaları, vanalar ve manifold blokları her yıl konut ve ticari inşaatlarda milyonlarca kişi tarafından kullanılmaktadır.
- Elektrikli aletler ve cihazlar: Elektrikli aletler, çim ekipmanları ve ev aletlerine yönelik motor muhafazaları, dişli kutuları ve yapısal çerçeveler, yüksek üretim hızlarında sıkı toleranslar ve iyi yüzey kalitesi için basınçlı döküme güvenir.
Toleranslar, Yüzey Cilası ve Teslim Süresi Açısından Neler Beklenmeli?
Döküm parçalarını belirleyen alıcılar ve mühendisler, sürecin ikincil işlemler olmadan neyi sağlayıp sağlayamayacağı konusunda gerçekçi beklentilere ihtiyaç duyarlar.
Boyutsal Toleranslar
Basınçlı döküm, kum döküm veya kalıcı kalıba dökümden daha sıkı toleranslara ulaşır, ancak bu hassas bir işleme süreci değildir. İnç başına ±0,003 ila ±0,005 inç arası döküm toleransları alüminyum için tipiktir. Daha sıkı kontrol gerektiren özellikler (rulman delikleri, dişli delik konumları, birleşme yüzeyleri) dökümden sonra CNC işleme gerektirir. Kuzey Amerika Basınçlı Döküm Birliği (NADCA), basınçlı döküm parçalarını belirlemek için endüstri referansı olan ayrıntılı tolerans standartlarını yayınlar.
Yüzey İşlemi
Pres döküm alüminyum üzerindeki dökme yüzeyler tipik olarak 63–125 Ra mikroinç (1,6–3,2 Ra mikrometre) aralığındadır; bu, daha fazla son işlem gerektirmeden çoğu işlevsel ve kozmetik amaç için yeterince pürüzsüzdür. Çinko basınçlı dökümler, daha ince döküm yüzeyleri elde edebilir ve elektrokaplamayı doğrudan alabilir; bu da onları krom veya nikel kaplı dekoratif donanımlar için tercih edilir hale getirir.
Takım Teslim Süresi ve Parça Teslim Süresi
Orta derecede karmaşık bir alüminyum basınçlı döküm kalıbı için takım imalatı genellikle 8 ila 14 hafta tasarım onayından ilk çekimlere kadar. Basit araçlar daha hızlı tamamlanabilir; büyük, çok boşluklu veya karmaşık kalıplar 16-20 hafta sürebilir. Takımlama kanıtlandıktan ve üretime girdikten sonra, parçaların teslim süreleri çalışma miktarlarına ve planlamaya bağlıdır ancak standart siparişler için genellikle 3-6 haftadır. Yüksek hacimli özel hatlar, üretim programı oluşturulduktan sonra parçaları daha kısa sürede gönderebilir.