Basınçlı Dökümün İki Temel Yöntemi: Sıcak Hazne ve Soğuk Hazne
Basınçlı dökümün iki temel yöntemi şunlardır: sıcak oda basınçlı döküm ve soğuk oda basınçlı döküm . Bu iki süreç aynı temel hedefi paylaşıyor - hassas, tekrarlanabilir parçalar üretmek için erimiş metali yüksek basınç altında sertleştirilmiş bir çelik kalıba zorlamak - ancak metalin nasıl eritildiği, işlendiği ve enjekte edildiği konusunda önemli ölçüde farklılık gösteriyor. Alaşımınız veya parça geometriniz için yanlış yöntemi seçmek, zayıf dolguya, aşırı gözenekliliğe, erken kalıp aşınmasına ve maliyetli hurda oranlarına neden olabilir. Bu iki yöntemi ayıran şeyin ne olduğunu anlamak, herhangi bir ciddi basınçlı döküm kararının başlangıç noktasıdır.
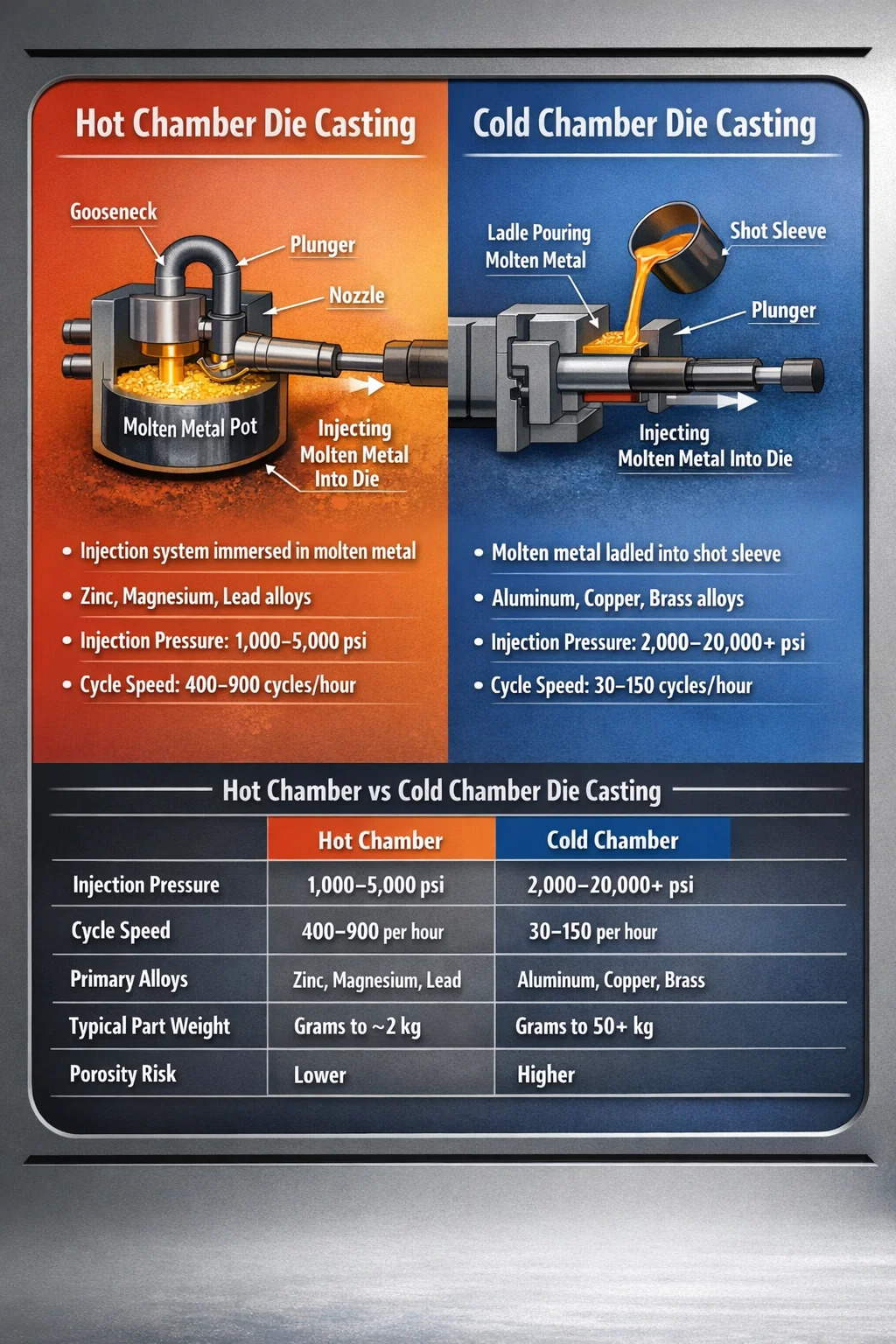
Sıcak odada döküm enjeksiyon mekanizması doğrudan erimiş metal banyosuna batırılır. Makine metali otomatik olarak silindire çeker ve sürekli, hızlı bir döngüyle kalıba enjekte eder. Soğuk oda basınçlı dökümde, metal ayrı bir fırında eritilir ve ardından her enjeksiyon döngüsünden önce manüel veya otomatik olarak bir püskürtme manşonuna alınır. Her yöntemin iyi işlediği özel alaşımlar, içinde çalıştığı belirli basınç aralıkları ve ekonomik açıdan anlamlı olduğu belirli üretim hacimleri vardır.
Sıcak Kamaralı Basınçlı Döküm: Süreç Nasıl Çalışır?
Bazen kaz boynu döküm olarak da adlandırılan sıcak hazneli döküm, enjeksiyon sistemini kalıcı olarak erimiş metalden oluşan bir tencereye batırılmış halde tutar. Çekirdek bileşenler kaz boynu şeklinde bir metal kanal, bir piston ve doğrudan kalıba oturan bir ağızlıktan oluşur. Piston geri çekildiğinde, erimiş metal bir porttan kaz boynuna akar. Piston ilerlediğinde, portu kapatır ve metali nozülden kalıp boşluğuna tipik olarak yaklaşık 1.000 ila 5.000 psi (7 ila 35 MPa) .
Metal, atışlar arasında ısıtılmış sistemden asla ayrılmadığı için döngü son derece hızlıdır. Sıcak oda makineleri rutin olarak Saatte 400 ila 900 döngü küçük parçalar için; bu da onları elektrik konnektörleri, karbüratör muhafazaları, kilit donanımı ve oyuncak parçaları gibi bileşenlerin yüksek hacimli üretimi için çok uygun hale getiriyor. Ayrı kepçeleme adımının ortadan kaldırılması hem çevrim süresini hem de atışlar arasındaki sıcaklık değişimi riskini azaltır.
Sıcak Kamara Döküme Uyumlu Alaşımlar
Sıcak hazneli basınçlı döküm, enjeksiyon sisteminin demir ve çelik bileşenlerine zarar vermeyen veya onları çözmeyen, erime noktası düşük alaşımlarla sınırlıdır. En yaygın malzemeler şunlardır:
- Çinko alaşımları (Zamak 2, 3, 5, 7) — açık ara en yaygın kullanılanıdır ve erime noktaları 380–420°C civarındadır
- Magnezyum alaşımları (AZ91D, AM60) - özel makine tasarımlarıyla sıcak oda sistemlerinde giderek daha fazla kullanılmaktadır
- Kurşun ve kalay alaşımları - özel düşük hacimli uygulamalarda kullanılır
Sıcak kamara makinelerinde alüminyum, bakır ve pirinç işlenemez. Daha yüksek erime sıcaklıkları (alüminyum eriyiği yaklaşık 660°C, pirinç yaklaşık 900°C) kaz boynu ve pistonun demir bazlı bileşenlerini hızla çözerek makineye zarar verir ve çalışma saatleri içinde eriyiği kirletir.
Sıcak Hazne Operasyonlarında Makine Tonajı ve Parça Boyutu
Sıcak hazneli makineler genellikle aşağıdaki sıkıştırma kuvvetlerinde mevcuttur: 5 tonun altından yaklaşık 900 tona kadar sıcak kamara işinin çoğunluğu 5 ila 400 ton aralığındaki makinelerde yapılıyor. Çinko dökümlere yönelik parça ağırlıkları genellikle birkaç gramdan yaklaşık 2 kg'a kadar değişir, ancak daha büyük makinelerde daha ağır parçalar da mümkündür. Çinko ile elde edilebilen ince duvarlar (hassas aletlerle rutin olarak 0,5 mm'ye kadar) minyatürleştirilmiş, ayrıntılı bileşenler için sıcak hazneli dökümü başvurulan proses haline getirir.
Soğuk Odalı Basınçlı Döküm: Süreç Nasıl Çalışır?
Soğuk oda basınçlı döküm, eritme fırınını enjeksiyon sisteminden tamamen ayırır. Metal, harici bir bekletme fırınında eritilir ve daha sonra manuel kepçe, otomatik kepçe veya elektromanyetik pompayla yatay veya dikey atış manşonuna aktarılır. Once the correct volume of metal is in the sleeve, the injection plunger advances and forces the metal into the die at pressures that are substantially higher than hot chamber equipment: tipik olarak 2.000 ila 20.000 psi (14 ila 140 MPa) İnce duvarlı alüminyum parçalar için bu aralığı aşan bazı yüksek basınçlı işlemlerle.
Fırının makineden ayrılması, enjeksiyon bileşenlerinin sürekli olarak erimiş metale maruz kalmaması anlamına gelir. Yalnızca atışın kısa bir anında açığa çıkarlar, bu da sıcak oda sistemini tahrip edebilecek metallerin kullanılmasına olanak tanır. Takas daha yavaş bir döngü süresidir; soğuk oda operasyonlarının çoğu Saatte 30 ila 150 çekim parça ağırlığına, duvar kalınlığına ve alaşıma bağlı olarak ve dikkatli bir şekilde kontrol edilmediği takdirde sıcaklık değişimine neden olabilecek ek işlem adımları.
Soğuk Kamara Basınçlı Dökümde Kullanılan Alaşımlar
Soğuk oda basınçlı döküm, daha yüksek erime sıcaklıklarına sahip çok çeşitli alaşımları işler:
- Alüminyum alaşımları (A380, A383, A360, ADC12) — otomotiv, havacılık ve tüketici elektroniğinde kullanılan soğuk oda işlerinde baskın malzeme
- Bakır alaşımları ve pirinç — korozyon direncinin ve dayanıklılığın önemli olduğu sıhhi tesisat bileşenleri, elektrik konnektörleri ve denizcilik donanımları için kullanılır
- Magnezyum alaşımları (AZ91D, AM50) - büyük yapısal parçalar için soğuk haznede giderek yaygınlaşmaktadır, ancak magnezyum aynı zamanda sıcak hazne sistemlerinde de işlenebilir
- Silikon tombak ve özel bakır bazlı alaşımlar — niş hassas uygulamalarda kullanılır
Alüminyum alaşımı A380, dünyada en yaygın olarak kullanılan basınçlı döküm alaşımıdır ve neredeyse tamamı soğuk oda makinelerinde işlenir. Dökülebilirlik, mekanik mukavemet (yaklaşık 317 MPa çekme mukavemeti), korozyon direnci ve maliyetin mükemmel bir kombinasyonunu sunar; bu nedenle otomotiv yapısal dökümünde, soğutucularda ve motor gövdelerinde hakimdir.
Makina Tonajı ve Parça Kantarı
Soğuk oda makineleri, sıcak oda ekipmanlarından önemli ölçüde daha büyük ölçeklere sahiptir. Sıkıştırma kuvvetleri yaklaşık 150 tondan 6.000 tona kadar veya daha fazla artık otomotiv gigacasting uygulamalarında kullanılan mega döküm makineleri için. Bir otomotiv üreticisi tarafından kullanılan 4.000 tonluk soğuk odalı pres, bir aracın arka alt kısmının tamamını (70'in üzerinde damgalanmış ve kaynaklı çelik parçanın yerini alan tek bir alüminyum döküm) tek seferde üretebilir. Tesla bu yaklaşımı Giga Press teknolojisiyle popüler hale getirdi ve yaklaşım o zamandan beri dünya çapında birçok OEM tarafından benimsendi.
Doğrudan Karşılaştırma: Sıcak Hazne ve Soğuk Hazneli Basınçlı Döküm
Aşağıdaki tablo, üretim planlamasında en önemli parametreler açısından iki basınçlı döküm yöntemi arasındaki kritik farkları özetlemektedir:
| Parametre | Sıcak Oda | Soğuk Oda |
|---|---|---|
| Enjeksiyon basıncı | 1.000–5.000 psi | 2,000–20,000 psi |
| Döngü hızı | 400–900 döngü/saat | 30–150 döngü/saat |
| Birincil alaşımlar | Çinko, magnezyum, kurşun | Alüminyum, bakır, pirinç, magnezyum |
| Makine tonaj aralığı | 5–900 ton | 150–6.000 ton |
| Makineye metal sıcaklığına maruz kalma | Sürekli | Yalnızca atış başına |
| Tipik parça ağırlığı | Gram ila ~2 kg | Gramdan 50 kg'a kadar |
| Gözeneklilik riski | Daha düşük (daha az hava sürüklenme olanağı) | Daha yüksek (dikkatli atış profili kontrolü gerektirir) |
| Takım maliyeti | Düşük ila orta | Orta ila yüksek |
İki Yöntem Arasında Farklılık Gösteren Kalıp Tasarımı Hususları
Kalıbın kendisi (erimiş metalin içine zorlandığı sertleştirilmiş H13 takım çeliği kalıbı) kavramsal olarak her iki işlemde de benzerdir, ancak mühendislik gereksinimleri ilgili basınçlara ve uygulanan termal yüklere bağlı olarak farklılık gösterir.
Kapı Tasarımı ve Yolluk Sistemleri
Sıcak odada dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from 30 ila 50 m/s .
Alüminyum için soğuk hazneli kalıplar, döküm sıcaklığında alüminyumun daha yüksek viskozitesini ve dolum sırasında erken katılaşma riskini yönetmek için dikkatli bir yolluk geometrisi gerektirir. Alüminyum için kapı hızları genellikle hedeflenir 40 ila 60 m/s ve atış profilinin (yavaş faz, hızlı faz ve yoğunlaştırma basıncı) alüminyum dökümlerde gözenekliliğin ana etkeni olan türbülanslı dolguyu önlemek için hassas bir şekilde programlanması gerekir.
Termal Yönetim ve Kalıp Ömrü
Her iki kalıp türü de ısıyı yönetmek için dahili su veya yağ soğutma kanallarına dayanır, ancak soğuk odalı alüminyum kalıplar, alüminyum eriyiği (dökümde ~680°C) ile kalıp yüzey sıcaklığı (tipik olarak 180–260°C'de tutulur) arasındaki daha büyük sıcaklık farkı nedeniyle daha yüksek termal şokla karşı karşıya kalır. Bu termal döngü, ısı kontrolünün (sonunda kalıp yüzey kalitesini bozan ince yüzey çatlakları ağı) temel itici gücüdür. Alüminyum için soğuk oda H13 kalıplarının servis ömrü tipik olarak 100.000 ila 300.000 çekim sıcak oda çinko kalıpları çalıştırılabilirken 1 milyon çekim veya daha fazla önemli bir yeniden çalışma gerektirmeden önce.
Gözeneklilik: Her İki Yöntemde de Temel Kalite Sorunu
Gözeneklilik - hapsolmuş gaz veya büzülmenin neden olduğu döküm içindeki boşluklar - hangi yöntemin kullanıldığına bakılmaksızın basınçlı dökümde baskın kusur sorunudur, ancak bunun nedenleri ve çözümleri sıcak ve soğuk oda işlemleri arasında farklılık gösterir.
Sıcak odada die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
Soğuk oda basınçlı dökümde, açık atış manşonu hava sürüklenmesinin ana kaynağıdır. Piston ilerledikçe, manşonda bulunan hava parçasını metalin ilerisine doğru itmesi gerekir. Uygun yavaş atış hızı - genellikle 0,1 ila 0,5 m/s İlk aşamada - hızlı enjeksiyon başlamadan önce bir metal dalgasının oluşmasına ve havayı taşma kuyularına ve havalandırma deliklerine doğru itmesine izin verir. Bu geçiş noktasının birkaç milimetrelik piston hareketi ile bile yanlış anlaşılması, bitmiş parçada %10 ila %20 daha yüksek gözeneklilik seviyelerine neden olabilir. Enjeksiyondan önce kalıp boşluğunu ve püskürtme manşonunu boşaltan vakum destekli basınçlı döküm, soğuk odalı alüminyum parçalardaki gözenekliliği, ısıl işleme ve yapısal kaynağa izin verecek seviyelere indirebilir; bu özellikler, geleneksel dökme alüminyum basınçlı dökümlerde mümkün değildir.
Sıcak Kamaralı Basınçlı Döküm Ne Zaman Seçilmeli?
Aşağıdaki koşullar geçerli olduğunda sıcak odacıklı döküm doğru seçimdir:
- Parça malzemesi çinko, magnezyum veya kaz boynu sistemiyle uyumlu başka bir düşük erime noktalı alaşımdır
- Üretim hacimleri yüksektir; takım yatırımını haklı çıkarmak için genellikle yıllık 50.000 ila 100.000 parçanın üzerindedir
- Parça ağırlığı nispeten düşüktür; çinko için tipik olarak 1 ila 2 kg'ın altındadır.
- Boyutsal hassasiyet kritik öneme sahiptir; çinko basınçlı döküm, ikincil işleme gerekmeden kritik özelliklerde rutin olarak ±0,05 mm toleranslara ulaşır
- İnce duvarlar gereklidir; çinko, optimize edilmiş aletlerle 0,5 mm'nin altındaki duvar kalınlıklarına dökülebilir
- Yüzey kalitesi bir önceliktir; çinko dökümler, kapsamlı bir hazırlık gerektirmeden doğrudan kaplamaya veya boyamaya uygun, mükemmel bir döküm yüzeyine sahiptir.
Sıcak hazneli döküm kullanan yaygın endüstriler arasında tüketici elektroniği (konektörler, braketler, menteşeler), otomotiv (kilit gövdeleri, yakıt sistemi bileşenleri, sensör muhafazaları), donanım (kapı kolları, mobilya bağlantı parçaları) ve oyuncaklar ve yeni ürünler yer alır.
Soğuk Kamaralı Basınçlı Döküm Ne Zaman Seçilmeli?
Soğuk oda basınçlı döküm aşağıdaki durumlarda uygun prosestir:
- Alaşım alüminyum, bakır, pirinç veya sıcak oda ekipmanıyla uyumlu olmayan yüksek erime noktalı bir malzemedir
- Parça boyutu ve ağırlığı, sıcak oda ekipmanının pratik sınırlarını aşıyor
- Yapısal performans gereklidir; alüminyum basınçlı dökümler, yük taşıma uygulamaları için çinkodan önemli ölçüde daha iyi güç-ağırlık oranları sunar
- Zorlu ortamlarda korozyon direnci gereklidir; alüminyumun doğal oksit tabakası, bazı ortamlardaki çinko alaşımlarının kaplama olmadan sağlayamayacağı bir koruma sağlar
- Uygulama, hafiflik ve yapısal bütünlüğün birleşiminin daha yüksek takım ve makine maliyetini haklı çıkardığı otomotiv güç aktarma organlarında, havacılık braketlerinde veya endüstriyel ekipmanlardadır.
Başlıca soğuk odacıklı döküm uygulamaları arasında otomotiv şanzıman muhafazaları, motor blokları, elektrikli araç akü muhafazaları, bilgisayar sunucu şasisi, hidrolik valf gövdeleri ve deniz dıştan takmalı motor bileşenleri yer alır. Küresel alüminyum basınçlı döküm pazarı tek başına 2023'te 50 milyar dolar Modern imalatta soğuk oda alüminyum dökümünün hakimiyetini yansıtıyor.
Maliyet Yapısı: Takım İşleme, Makine Süresi ve Parça Başına Ekonomi
Basınçlı dökümün ekonomisi büyük ölçüde hangi yöntemin kullanıldığına bağlıdır çünkü iki proses çok farklı maliyet profillerine sahiptir.
Kalıplama Maliyetleri
Basınçlı döküm takımları yöntemden bağımsız olarak pahalıdır çünkü kalıpların aşındırıcı, termal açıdan zorlu bir ortamda milyonlarca basınç döngüsüne dayanması gerekir. Orta derecede karmaşık parçalar için sıcak hazneli çinko kalıpları genellikle 15.000 Dolar ve 80.000 Dolar . Karşılaştırılabilir karmaşıklığa sahip soğuk odalı alüminyum kalıplar genellikle daha pahalıdır 30.000 ila 150.000 ABD Doları veya daha yüksek — çünkü daha yüksek enjeksiyon basınçları daha sağlam kalıp yapısı ve daha karmaşık soğutma devresi mühendisliği gerektirir. Otomotiv uygulamalarına yönelik büyük yapısal soğuk oda kalıpları 500.000 $ veya daha fazla .
Parça Başına Maliyet ve Başabaş Hacmi
Basınçlı dökümün sabit maliyetleri yüksek (alet, kurulum) ve parça başına nispeten düşük değişken maliyetleri (metal, makine süresi, işçilik) olduğundan, her iki yöntem de yüksek hacimlerde en ekonomik olanıdır. Basınçlı dökümün kum dökümü, hassas döküm veya kütükten işleme gibi alternatiflerden daha ucuz hale geldiği başabaş noktası, parçanın karmaşıklığına göre değişir, ancak genellikle şu aralıklarda bir yere ulaşılır: 10.000 ve 50.000 parça sıcak oda çinkosu ve 20.000 ve 100.000 parça parça boyutuna ve özellik karmaşıklığına bağlı olarak soğuk oda alüminyumu için.
Malzeme maliyeti başka bir farklılaştırıcıdır. Çinko alaşımının (Zamak 3) maliyeti kabaca kg başına 2,00 – 2,50 ABD Doları tipik endüstriyel sözleşme fiyatlandırmasında. Alüminyum alaşımlı A380 daha da yaklaşıyor Kg başına 2,50 – 3,50 ABD Doları ancak alüminyumun daha düşük yoğunluğu (2,7 g/cm³ ve çinkonun 6,6 g/cm³'ü), belirli bir parça hacmi için alüminyum dökümün ağırlıkça çok daha az metal kullandığı anlamına gelir ve bu da fiyat farkını kısmen dengeler.
İki Çekirdekli Basınçlı Döküm Yönteminde Ortaya Çıkan Çeşitlemeler
Sıcak hazne ve soğuk hazne iki temel basınçlı döküm yöntemi olmaya devam ederken, her birinin belirli sınırlamalarını ele almak için çeşitli süreç varyantları geliştirilmiştir.
Vakumlu Döküm
Her iki yönteme de uygulanan ancak özellikle soğuk oda alüminyumu için önemli olan vakumlu basınçlı döküm, enjeksiyondan önce kalıp boşluğunu ve püskürtme manşonunu boşaltarak gaz gözenekliliğini T5 ve T6 ısıl işlemine izin verecek seviyelere düşürür. Bu, yapısal alüminyum dökümlerin kaynaklanabilir olmasını ve otomotiv çarpma yapıları ve süspansiyon bileşenleri gibi güvenlik açısından kritik uygulamalar için uygun olmasını sağlar. Vakum destekli soğuk oda makineleri maliyete ve karmaşıklığa katkıda bulunur ancak hurda oranlarını şu şekilde azaltabilir: %30 ila 50 gözenekliliğe duyarlı uygulamalarda.
Yarı Katı Basınçlı Döküm (Thixocasting ve Rheocasting)
Yarı katı metal döküm işlemleri - tikso döküm ve reo döküm - metali tamamen erimiş olmak yerine yarı katı, bulamaç benzeri bir durumda enjekte eder. Bu, gözenekliliği önemli ölçüde azaltır çünkü metal çözünmüş gazı tamamen sıvı metalle aynı şekilde taşımaz ve türbülanssız dolgu modeli çok daha az havayı hapseder. Yarı katı işlemler, soğuk oda makine platformları etrafında inşa edilir, ancak değiştirilmiş atış profilleri ve özel kütük hazırlama kullanılır. Sonuç, dövme parçalarınkine yaklaşan mekanik özelliklere sahip dökümlerdir. Rheocast alüminyum A356 parçaları, yukarıda belirtilen çekme mukavemetlerine ulaşır %10 veya daha fazla uzama ile 310 MPa — geleneksel soğuk odalı A380 dökümlerinden önemli ölçüde daha iyi.
Sıkıştırılmış Döküm
Bazen üçüncü basınçlı döküm kategorisi olarak sınıflandırılan sıkma döküm, basınçlı döküm ve dövme ilkelerini birleştirir. Metal açık bir kalıba dökülür, ardından bir zımbayla basınç uygulanır. 50 ila 150 MPa metal katılaştıkça büzülme gözenekliliğini tamamen ortadan kaldırır. İşlem, soğuk oda makine platformlarını kullanır ve sıfıra yakın gözenekliliğe ve mükemmel mekanik özelliklere sahip parçalar üretir, ancak geleneksel soğuk oda dökümüne göre daha yavaş ve daha pahalıdır. Havacılık bileşenleri, otomotiv fren kaliperleri ve diğer yüksek stresli uygulamalar için kullanılır.
Parçanız için Doğru Basınçlı Döküm Yöntemini Nasıl Seçersiniz?
Doğru basınçlı döküm prosesinin seçilmesi alaşımla başlar çünkü çoğu tasarımda alaşım tartışılamaz. Mühendislik gereksinimleri ağırlık, dayanıklılık veya termal performans açısından alüminyum gerektiriyorsa, soğuk oda basınçlı dökümde tek pratik seçenektir. Çinko, hassasiyeti, ince duvar kapasitesi ve kaplama uyumluluğu nedeniyle kabul edilebilir veya tercih edilirse, sıcak oda daha hızlı ve daha düşük maliyetli bir yol haline gelir.
Alaşım seçiminden sonra aşağıdaki sorular kararın daraltılmasına yardımcı olur:
- Yıllık hacim nedir? Her iki yöntemin de ekonomik olması için hacim gerekir, ancak soğuk oda alüminyumu, yüksek takımlama maliyetlerini dengelemek için daha fazla hacim gerektirir.
- Parçanın ağırlığı ve öngörülen atış ağırlığı nedir? Çinkonun 2 kg'ın üzerindeki parçalar olağandışıdır; Alüminyumda 5 kg'ın üzerindeki parçalar çok büyük soğuk oda makineleri gerektirebilir.
- Gözenekliliğe duyarlı özellikler mevcut mu? Kaynak yapılacak basınca dayanıklı hidrolik geçitler veya yapısal düğümler, vakum destekli soğuk oda veya yarı katı işleme gerektirir.
- Hangi yüzey kalitesi gereklidir? Çinko sıcak hazneli dökümler doğrudan elektrokaplamayı kabul eder; alüminyum soğuk oda dökümleri genellikle toz boyayla kaplanır, anodize edilir veya çıplak bırakılır.
- Çalışma ortamı nedir? 150°C'nin üzerindeki yüksek sıcaklıklar, mukavemet kaybı nedeniyle çinko alaşımlarını geçersiz kılar; alüminyum, alaşıma bağlı olarak 200–250°C'ye kadar iyi performans gösterir.
Tasarım aşamasında (aletlerin teslim edilmesinden önce) bir basınçlı döküm dökümhanesiyle bu sorular üzerinde çalışmak, uygulamanız için doğru prosese ulaşmanın en güvenilir yoludur. Deneyimli bir basınçlı döküm mühendisi tarafından yapılan üretim için tasarım (DFM) incelemesi, hangi makine tipinin ve enjeksiyon yönteminin belirli parça geometriniz için en düşük hurda oranını ve en uzun kalıp ömrünü sunacağını etkileyen taslak açılarını, duvar kalınlığı geçişlerini ve ayırma hattı konumlarını tanımlayabilir.