Ev / Haberler / Sektör haberleri / Kum Dökümü Neden Birçok Uygulamada Basınçlı Dökümden Daha İyidir?
Kısa Cevap: Kum Dökümü Maliyet, Esneklik ve Ölçek Açısından Kazanır
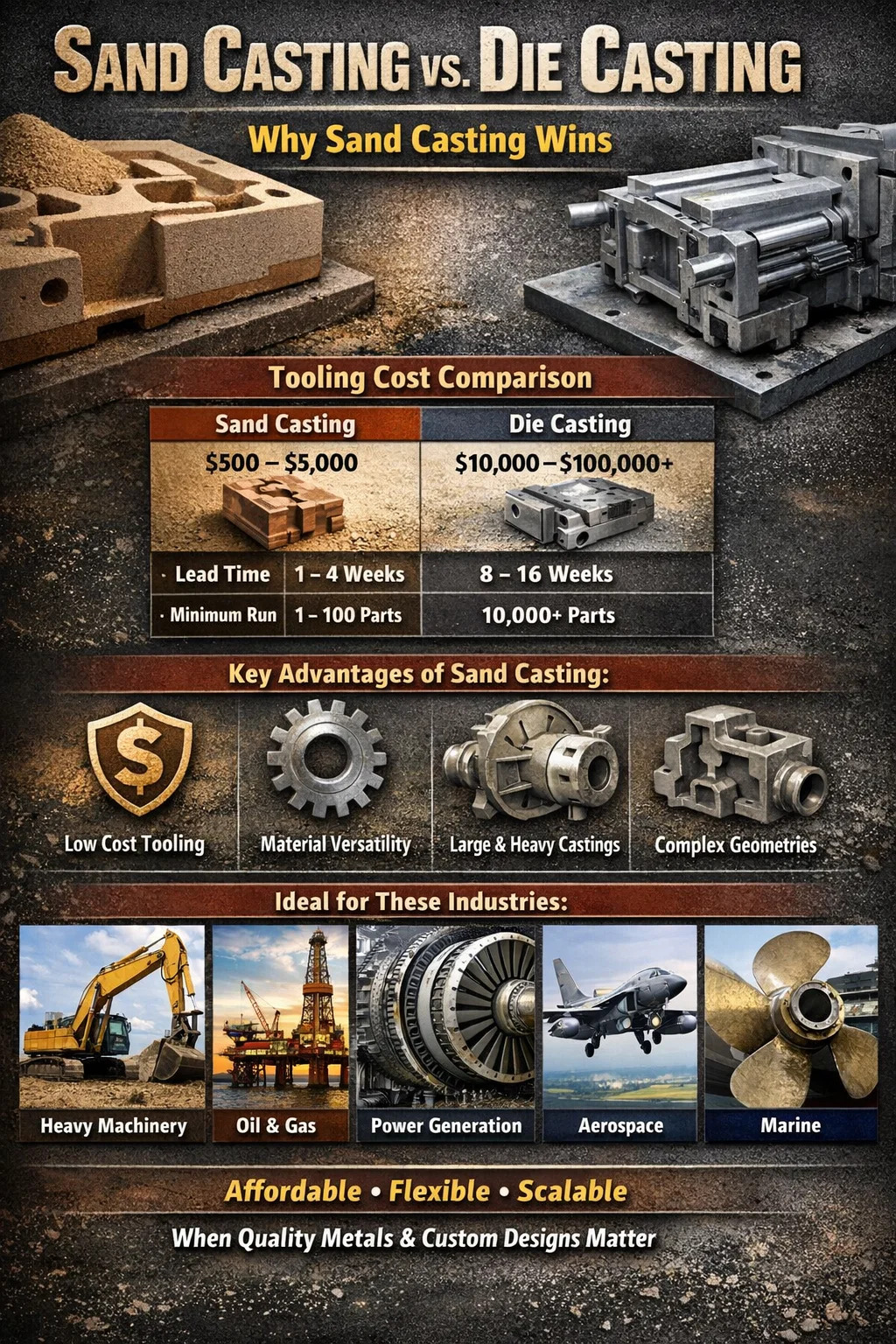
Kum dökümü ve basınçlı döküm arasında seçim yapıyorsanız, karar aslında neye ihtiyacınız olduğuna bağlıdır. Takım bütçeleri kısıtlı olduğunda, parçalar büyük veya geometrik olarak karmaşık olduğunda, düşük ila orta üretim hacimleri söz konusu olduğunda veya çelik ve demir gibi demirli metallerin kullanılması gerektiğinde kum döküm, basınçlı dökümden daha iyidir. Basınçlı döküm, yüzey kalitesi ve boyut tutarlılığının kritik olduğu küçük, ince duvarlı alüminyum veya çinko parçaların yüksek hacimli üretiminde mükemmeldir. Ancak çok çeşitli endüstriyel, mühendislik ve prototip uygulamaları için kum dökümü daha pratik ve ekonomik bir seçim olmaya devam ediyor.
Temel fark takımlamada yatmaktadır. Bir basınçlı döküm kalıbının maliyeti her yerde olabilir 10.000 Dolardan 100.000 Dolara kadar kum döküm modelinin maliyeti genellikle 500$ ve 5.000$ . Yüzbinlerce seri üretimin eksik olduğu herhangi bir şey için, bu boşluk tek başına kum dökümünü daha akıllı finansal karar haline getiriyor.
Kalıplama Maliyeti: Kum Dökümün Basınçlı Döküme Göre Belirleyici Bir Avantaja Sahip Olduğu Yer
Basınçlı döküm, genellikle 1.500 ila 25.000 psi arasındaki aşırı basınç altında binlerce enjeksiyon döngüsüne dayanması gereken sertleştirilmiş çelik kalıplar gerektirir. Bu kalıpların üretimi hassas işleme, ısıl işlem ve kapsamlı kalite doğrulaması gerektirir. Bir basınçlı döküm kalıbının teslim süresi tipik olarak 8 ila 16 hafta ve bir kez oluşturulduktan sonra, aletin tamamını hurdaya çıkarmadan modifikasyonlar pahalı veya imkansızdır.
Kum döküm modelleri ise aksine ahşap, reçine veya alüminyumdan yapılır. Üretimi çok daha basit, değiştirilmesi daha kolay ve önemli ölçüde daha ucuz. İlk üretimden sonra bir tasarım değişikliğine ihtiyaç duyulursa, basınçlı döküm kalıbını değiştirme maliyetinin çok altında bir kum döküm modeli yeniden işlenebilir veya yeniden oluşturulabilir.
Prototip geliştirme ve yinelemeli mühendislik için bu fark dönüştürücüdür. Endüstriyel bir pompa gövdesi veya özel bir braket geliştiren bir ürün ekibi, tek bir basınçlı döküm kalıbıyla aynı maliyetle kum dökümde üç veya dört tasarım yinelemesini test edebilir. Bu, ürün geliştirme zaman çizelgelerini hızlandırır ve bir projenin erken aşamalarındaki mali riski azaltır.
| Faktör | Kum Döküm | Döküm |
|---|---|---|
| Tipik Takım Maliyeti | 500 $ – 5.000 $ | 10.000 $ – 100.000 $ |
| Takım Teslim Süresi | 1 – 4 hafta | 8 – 16 hafta |
| Tasarım Değişiklik Maliyeti | Düşük | Çok Yüksek |
| Minimum Uygulanabilir Çalıştırma | 1 – 100 parça | 10.000 parça |
Malzeme Çok Yönlülüğü: Metallerle Kum Döküm İşleri Döküm İşlenemiyor
Bu, basınçlı dökümün çoğu zaman gözden kaçan en önemli teknik sınırlamalarından biridir. Basınçlı döküm, büyük ölçüde nispeten düşük erime noktalarına sahip demir dışı metallerle sınırlıdır; özellikle alüminyum (erime noktası ~1.220°F / 660°C), çinko (~787°F / 419°C) ve magnezyum (~1.202°F / 650°C). Bunun nedeni oldukça basit: Demir içeren metalleri eritmek için gereken aşırı sıcaklıklar, çelik kalıpların kısa sürede tahrip olmasına neden olacaktır.
Kum dökümünde böyle bir kısıtlama yoktur. Rutin olarak aşağıdakilerle kullanılır:
- Gri demir ve küresel grafitli demir (erime noktası ~2,100°F / 1,150°C)
- Karbon çeliği ve paslanmaz çelik (~2.500–2.800°F / 1.370–1.538°C)
- Bakır ve pirinç alaşımları (~1.750–1.980°F / 955–1.082°C)
- Havacılık ve enerji uygulamalarında kullanılan nikel alaşımları ve süper alaşımlar
- Alüminyum ve alüminyum alaşımları (her iki prosesle de uyumlu)
Ağır makineler, inşaat ekipmanları, tarım makineleri ve denizcilik mühendisliği gibi demir veya çelik bileşenlere dayalı endüstriler için kum dökümü yalnızca bir tercih değildir. Geçerli tek döküm seçeneğidir. Bunu düşün Gri demir, küresel olarak üretilen tüm dökümlerin yaklaşık %70'ini oluşturur ve bu hacmin neredeyse tamamı kum dökümüyle yapılıyor. Tek başına bu istatistik bile sürecin gerçekten nerede hakim olduğunu gösteriyor.
Özellikle sünek demir, çekme mukavemeti, süneklik ve işlenebilirliğin bir kombinasyonunu sunar ve bu da onu dişliler, krank milleri, hidrolik bileşenler ve yapısal parçalar için tercih edilen bir malzeme haline getirir. Bu uygulamaların hiçbirine basınçlı döküm yoluyla erişilemez. Kum dökümü, yalnızca basınçlı dökümün termal kısıtlamalarına uyan alt kümeye değil, tüm mühendislik metallerine açılan kapıdır.
Parça Boyutu ve Ağırlığı: Basınçlı Dökümün Yapamadığı Yerlerde Kum Döküm Terazileri
Basınçlı döküm makineleri güçlüdür ancak fiziksel olarak kısıtlıdırlar. Ticari kullanımdaki en büyük yüksek basınçlı döküm makineleri bile yaklaşık 100 gramlık parçalar üretme konusunda zirveye çıkıyor 50 ila 75 pound (22 ila 34 kg) . Kalıbın kendisi makinenin merdane boyutuna sığmalıdır ve ilgili enjeksiyon basınçları, çok büyük parçaları yapısal olarak kullanışsız hale getirir.
Kum dökümü boyut veya ağırlık açısından neredeyse hiçbir şeyle sınırlı değildir. Motor blokları, türbin gövdeleri, pompa gövdeleri, gemi pervaneleri ve endüstriyel valf gövdeleri düzenli olarak kuma dökülür. Parça tartımı birkaç ton enerji üretimi, madencilik ve açık deniz petrol ve gaz gibi sektörlerde nadir değildir. Büyük bir dizel motor için tek bir kum döküm demir bileşeni, 500 pound veya daha fazla ağırlığa sahip olabilir; bu da herhangi bir basınçlı döküm prosesinin aralığının tamamen dışındadır.
Bu ölçeklenebilirlik, büyük sermaye ekipmanı veya yapısal bileşenler üzerinde çalışan mühendisler için, kum dökümün basınçlı döküm yerine bir uzlaşma olarak seçilmediği anlamına gelir; bu, gerekli olanı fiziksel olarak üretebilen tek süreçtir. Kalıp her seferinde kumdan yeniden oluşturulur, dolayısıyla makine merdane sınırı, kalıp kapasitesi sınırlaması ve çevresinde çalışılacak enjeksiyon basıncı tavanı yoktur.
Geometrik Karmaşıklık ve İç Özellikler: Kum Dökümü Daha Fazla Tasarım Özgürlüğü Sunuyor
Basınçlı döküm, düz bir çizgide açılıp kapanması gereken sert metal kalıplar kullanır; bu, parçanın her özelliğinin, takımların altını kesmeden kalıbın ayrılmasına izin verecek şekilde yönlendirilmesi gerektiği anlamına gelir. Karmaşık iç geçişler, derin boşluklar ve alttan kesmeler ya imkansızdır ya da kalıba önemli miktarda masraf ekleyen maliyetli yan etki mekanizmaları gerektirir.
Kum dökümünde harcanabilir kalıplar ve maçalar kullanılır. Maça, iç boşluklar (içi boş odalar, geçitler, kanallar ve sert bir kalıpta fiziksel olarak imkansız olabilecek karmaşık iç geometriler) oluşturmak için kalıp boşluğunun içine yerleştirilen ayrı bir kum şeklidir. Bu özellik, su ceketli motor bloklarında, dahili akış geçişli manifoldlarda ve birden fazla dahili kanala sahip valf gövdelerinde kum dökümünün kullanılmasının nedenidir.
Kum Dökümünde Çekirdeklerin İzin Verdiği Şeyler
- Motor ve türbin bileşenlerindeki dahili soğutma geçitleri
- Dayanıklılıktan ödün vermeden ağırlığı azaltan içi boş yapısal bölümler
- Pompa ve valf gövdelerindeki karmaşık sıvı akış kanalları
- Bir parçayı sert bir kalıbın içine kilitleyecek alttan kesme geometrileri
- Tek bir dökümde birden fazla kesişen iç boşluk
Basınçlı döküm, bazı uygulamalarda çözünebilir veya ayrılabilir kesici uçlar kullanarak maçalar üretebilir, ancak bu, basınçlı dökümün normalde sunduğu verimlilik avantajlarını hızlı bir şekilde aşındıran maliyet ve süreç karmaşıklığını artırır. İç geometrinin tasarım önceliği olduğu parçalar için kum dökümü mimari açıdan üstündür.
Duvar kalınlığı gereksinimleri de önemli ölçüde farklılık gösterir. Basınçlı döküm çok ince duvarlar üretebilir (bazen çok ince). 0,040 inç (1 mm) — hafif tüketici veya otomotiv parçaları için mükemmeldir. Ancak aynı zamanda metal akışının kalıbı doldurmasını sağlamak için tekdüzelik gerekliliklerini de zorunlu kılar. Kum dökümü, tek bir parçada değişen duvar kalınlıklarına karşı daha toleranslıdır; bu da tasarım mühendislerine hem kalın hem de ince kesitli karmaşık yapılar oluştururken daha fazla özgürlük sağlar.
Üretim Hacmi: Düşük-Orta Hacimli İşlemler için Kum Dökümü Neden Daha İyidir?
Basınçlı dökümün ekonomisi, çok fazla sayıda parça için çok yüksek sabit takım maliyetinin amorti edilmesi üzerine kuruludur. Bu amortisman işe yaradığında (50.000, 100.000 veya 500.000 aynı parça ürettiğinizde), basınçlı dökümün düşük birim başına maliyeti cazip hale gelir. Basınçlı döküm işlemi hızlıdır: Tipik bir alüminyum basınçlı döküm döngüsü, 30 ve 60 saniye ve makineler yüksek otomasyonlu ortamlarda minimum emekle çalışabilir.
Ancak bu yüksek hacimli bağlamın dışında matematik tersine dönüyor. Yılda 500 adet özel manifold muhafazasına ihtiyaç duyan bir alıcı için, basınçlı döküm kalıbına 50.000 $ harcamak, tek bir pound alüminyum eritilmeden önce tek başına takım maliyetinin parça başına 100 $ eklediği anlamına gelir. Kum dökümünde aynı parça, 3.000 $'lık kalıpla, birim başına yalnızca 6 $ takım maliyeti ekler; bu fark, kum dökümünün daha yavaş çevrim süreleri ve birim başına daha yüksek işçilik içeriği hesaba katıldığında bile nadiren ortadan kalkar.
Havacılık, savunma, petrol ve gaz ile özel endüstriyel ekipman üreticilerinin kum dökümüne büyük ölçüde güvenmelerinin nedeni budur. Üretim hacimleri genellikle yılda onlarca ila düşük binler arasındadır. Bu bağlamlarda kum dökümü bir uzlaşma değildir; tek rasyonel ekonomik seçimdir.
Kum Döküm ve Basınçlı Döküm Arasındaki Başabaş Hacmi
Basınçlı dökümün kum dökümüne göre daha ekonomik hale geldiği geçiş noktası parçanın karmaşıklığına, boyutuna ve malzemesine bağlıdır. Genel bir kıyaslama olarak:
- 2 lbs'nin altındaki küçük alüminyum parçalar için basınçlı döküm genellikle daha yüksek ağırlıklarda rekabetçi hale gelir Yılda 10.000–20.000 parça
- 2 ila 10 lbs arasındaki orta parçalar için başabaş noktası şu şekilde hareket eder: Yılda 25.000–75.000 parça
- Büyük veya karmaşık parçalar için kum dökümü genellikle ticari olarak makul herhangi bir hacimde uygun maliyetli olmaya devam eder
Bunlar kaba tahminlerdir ve gerçek başabaş noktaları her zaman belirli bir uygulama için hesaplanmalıdır. Ancak endüstriyel döküm uygulamalarının çoğunluğunun (özellikle özelleştirmenin, güvenilirliğin ve malzeme performansının birim başına fiyattan daha önemli olduğu sektörlerde) kum dökümü avantaj bölgesine düştüğünü gösteriyorlar.
Gözeneklilik ve Mekanik Özellikler: Basınçlı Döküm Zayıflığının Giderilmesi
Basınçlı dökümün en az tartışılan dezavantajlarından biri gözeneklilik sorunudur. Erimiş metal bir kalıba yüksek basınçla enjekte edildiğinde, parçanın içinde hava sıkışabilir ve yapısal bütünlüğü tehlikeye atan mikroskobik boşluklar (gözenekler) oluşabilir. Yüksek basınçlı dökümler genellikle ısıl işlem için uygun değildir çünkü ısı, sıkışan gazların genleşmesine neden olarak parçanın bozulmasına neden olan kabarmaya veya bozulmaya neden olur.
Bu önemli bir mühendislik kısıtlamasıdır. Birçok alüminyum ve magnezyum alaşımı tam mekanik özelliklerini ancak çözelti ısıl işlemi ve yaşlandırmadan (örneğin T6 temperi) sonra geliştirir. Döküm prosesinin kendisi ısıl işlemi engelliyorsa, son parça malzemenin potansiyel mukavemetinin ve sertliğinin çok küçük bir kısmı ile çalışmaktadır. Vakumlu basınçlı döküm ve sıkıştırmalı döküm gözenekliliği azaltabilir, ancak bunlar maliyeti artıran birinci sınıf işlemlerdir ve evrensel olarak mevcut değildir.
Kum döküm, kalıbı yerçekimi veya düşük basınç altında daha düşük hızda doldurduğu için önemli ölçüde daha az sıkışmış gaz üretir. Kum döküm parçaları tipik olarak sorunsuz bir şekilde ısıl işleme tabi tutulabilir ve böylece tam alaşım özelliklerinin elde edilmesine olanak sağlanır. Malzeme sertifikasının ve mekanik özelliklerin kritik olduğu havacılık, otomotiv veya ağır ekipmanlardaki yapısal uygulamalar için bu, belirleyici bir avantajdır.
Ek olarak, kum döküm demir bileşenleri (özellikle sünek demir) mükemmel işlenebilirlik, titreşim sönümleme ve aşınma direnci sergiler. Bunlar, malzemenin doğasında olan ve basınçlı döküm uygulamalarını kısıtlayan gözeneklilik sınırlamaları olmaksızın, kum döküm işlemi yoluyla tamamen erişilebilen özelliklerdir.
Yeni Parçalar İçin Teslim Süresi: Kum Dökümü Parçaların Erken Aşamalarda Daha Hızlı Olmasını Sağlar
Prototip değerlendirmesi, acil durum değişimi veya pilot üretim için yeni bir parçaya hızlı bir şekilde ihtiyaç duyulduğunda, kum dökümünün teslim süresi avantajı oldukça büyüktür. Kum döküm modellerinin üretimi basit ve hızlı olduğundan, ilk ürün dökümü genellikle 2 ila 6 hafta Tasarımın sonuçlandırılmasından itibaren. Hızlı dönüşlü kum dökümünde uzmanlaşmış bazı dökümhaneler, prototip dökümleri çok kısa sürede teslim edebilir. 5 ila 10 iş günü .
Tek bir üretim parçası yapılmadan önce kalıplamanın tek başına 8 ila 16 hafta sürdüğü basınçlı dökümle karşılaştırıldığında, yeni ürün geliştirme sırasında kum döküm zaman çizelgesi avantajı çok büyüktür. Agresif lansman programlarına sahip şirketler veya kritik bir bileşenin hızlı bir şekilde değiştirilmesi gereken bakım durumları için bu fark, doğrudan daha kısa aksama süresine, daha hızlı pazara sunma süresine ve daha düşük program riskine dönüşebilir.
Bu aynı zamanda eskiyen makinelerde veya mevcut aletlerin kalmadığı eski ekipmanlarda yedek parçalar için kum dökümünü standart seçim haline getirir. 30 yıllık bir endüstriyel baskı makinesinin, orijinal olarak artık var olmayan bir şirket tarafından yapılmış bir yedek demir muhafazaya ihtiyacı olduğunda, kum dökümü, bir mühendislik çiziminden veya fiziksel bir numuneden yeni bir model yapılmasına ve parçanın makul bir maliyetle çoğaltılmasına olanak tanır. Tek bir yedek parça için basınçlı döküm kalıbını yeniden oluşturmak ekonomik açıdan saçma olacaktır.
Kum Dökümün Basınçlı Dökümden Daha İyi Performans Gösterdiği Belirli Endüstriler
Hangi endüstrilerin basınçlı döküm yerine kum dökümüne güvendiğini anlamak, gerçek dünyadaki avantajların nerede yoğunlaştığını netleştirmeye yardımcı olur. Bu sektörler sürekli olarak kum dökümünü seçmektedir çünkü teknik ve ticari gereksinimleri prosesin en iyi yaptığı işlerle uyumludur.
Petrol ve Gaz Ekipmanları
Valf gövdeleri, pompa gövdeleri, manifoldlar ve kuyu başı bileşenleri çelik veya küresel grafitli demir gerektirir, aşırı basınçla başa çıkmalıdır ve genellikle belirli uygulamalar için düşük hacimlerde üretilir. Kum dökümü, bu uygulamaların talep ettiği malzeme uyumluluğunu, dahili geometri kabiliyetini ve mekanik bütünlüğü sağlar. Basınçlı döküm burada rekabet edemez.
Madencilik ve Ağır Ekipman
Madencilik makinelerine yönelik kırıcı çeneler, kepçe dişleri, aşınma plakaları ve yapısal bileşenler, manganez çeliğinden, krom demirden ve basınçlı dökümün işleyemeyeceği diğer sert demir alaşımlarından yapılır. Bu sektördeki parçalar rutin olarak yüzlerce pound ağırlığındadır; bu, herhangi bir basınçlı döküm makinesinin kapasitesinin çok ötesindedir. Kum dökümü geçerli tek üretim yoludur.
Güç Üretimi
Enerji santralleri ve endüstriyel türbinler için paslanmaz çelik veya nikel alaşımlarından yapılmış türbin muhafazaları, pervane muhafazaları ve jeneratör uç çanları evrensel olarak kum dökümdür. Malzeme gereksinimleri, parça boyutu ve düşük yıllık üretim hacimlerinin birleşimi, bu uygulamalar için basınçlı dökümü ekonomik ve teknik açıdan imkansız hale getirmektedir.
Havacılık ve Savunma Prototiplemesi
Hassasiyetin çok önemli olduğu bir sektörde bile kum dökümü, prototip geliştirme ve düşük hacimli yapısal parçalar için yaygın olarak kullanılmaktadır. Hızlı bir şekilde yineleme, havacılık alaşımlarını kullanma ve tamamen ısıl işleme tabi tutulabilen ve mekanik olarak test edilebilen parçalar üretme yeteneği, daha pahalı üretim süreçlerine geçmeden önce kum dökümünü havacılık döküm programlarında standart bir araç haline getirir.
Denizcilik ve Gemi İnşaatı
Gemi pervaneleri, dümen çerçeveleri ve deniz araçlarına yönelik yapısal bileşenler genellikle çok büyüktür ve korozyona dayanıklı bronz, nikel-alüminyum bronz veya paslanmaz çelikten yapılır. Kum dökümü bu gereklilikleri karşılayabilecek tek işlemdir ve yüzyıllardır denizcilik bileşenleri üretiminde standart yöntem olmuştur.
Basınçlı Döküm Aslında Daha İyi Bir Seçim Olduğunda
Tam bir cevap, basınçlı dökümün gerçekten nerede kazandığını kabul etmeyi gerektirir. Basınçlı döküm, üç iyi tanımlanmış senaryoda kum dökümden üstündür:
- Küçük demir dışı parçaların yüksek hacimli üretimi: Yılda yüz binlerce alüminyum, çinko veya magnezyum parça üretirken, basınçlı dökümün birim başına ekonomisi rakipsizdir. Otomotiv kapı kolları, elektronik muhafazalar ve küçük cihaz muhafazaları klasik örneklerdir.
- Yüzey kalitesi ve boyutsal tutarlılık: Basınçlı döküm, 32-63 Ra mikroinçlik yüzey kaplamalarına ve genellikle sonradan işleme gerektirmeyen boyut toleranslarına sahip net şekilli veya net şekle yakın parçalar üretir. Kum dökümü tipik olarak daha pürüzlü yüzeyler (125-500 Ra mikroinç) üretir ve dar toleranslara ulaşmak için daha fazla işleme gerektirir.
- İnce duvarlı hafif yapılar: Tasarım, yapısal bütünlüğe ihtiyaç duyan 3 mm'nin altında duvarlar gerektirdiğinde, basınçlı dökümün yüksek basınçlı enjeksiyonu tam dolum sağlar. Yerçekimiyle beslenen kum dökümü, son derece ince bölümleri güvenilir bir şekilde doldurmakta zorluk çekebilir.
Bu avantajların kabul edilmesi karşılaştırmanın dürüst olmasını sağlar. Basınçlı döküm daha düşük bir süreç değildir; belirli koşullar dizisi için optimize edilmiş bir süreçtir. Bu koşullar karşılanmadığında, geri kalan senaryoların çoğunda kum dökümü daha iyi bir çözümdür.
Çevresel ve Operasyonel Hususlar
Kum dökümünün sıklıkla göz ardı edilen bir sürdürülebilirlik avantajı vardır: kum geri dönüştürülebilir. Modern dökümhaneler geri kazanıyor ve yeniden kullanıyor Kalıp kumunun %90 veya daha fazlası termal veya mekanik ıslah sistemleri aracılığıyla. Basınçlı dökümde harcanabilir takım malzemeleri aynı şekilde kullanılmasa da, basınçlı döküm makinelerinin (büyük hidrolik presler, sıcaklık kontrollü kalıplar ve yüksek basınçlı enjeksiyon sistemleri) bakımının enerji yoğunluğu dikkate değerdir.
Basınçlı dökümdeki hurda oranları da bir faktördür. Kalıba enjekte edilen metal aynı zamanda yollukları, taşmaları ve bisküvileri de (bilyeli manşondan gelen metal disk) doldurduğundan, basınçlı döküm hurda oranları artabilir Tüketilen toplam metalin %20-40'ı Tipik bir kısımda ise bunun çoğu geri dönüştürülebilir. Parça boyutları büyük olduğunda, özellikle demir için kum döküm hurda oranları, teslim edilen metal birimi başına mutlak anlamda genellikle daha düşüktür.
Operasyonel ayak izi perspektifinden bakıldığında, kum döküm dökümhanelerine küresel olarak daha coğrafi konumlardan erişilebilir. Basınçlı döküm, kalıp üretimi için hassas takım tezgahları ve önemli sermaye yatırımını temsil eden büyük döküm makinaları gerektirir. Gelişmekte olan pazarlardaki üreticiler veya bölgesel tedarik zinciri kaynakları için kum döküm dökümhanesi kapasitesi çok daha geniş çapta mevcuttur ve bu da lojistik maliyetlerini ve tedarik zinciri riskini azaltır.
Özet: Basınçlı Döküm Yerine Kum Dökümü Seçmek
Kum dökümünün basınçlı dökümden daha iyi olup olmadığı sorusunun tek bir evrensel cevabı yoktur ancak endüstri ve mühendislik uygulamalarında karşılaşılan döküm uygulamalarının çoğu için net bir cevabı vardır. Kum dökümü şu durumlarda daha iyi bir seçimdir:
- Tipik parça boyutları için üretim hacimleri yılda 10.000-25.000 parçanın altındadır
- Gerekli malzeme demir, çelik, paslanmaz çelik, bakır alaşımı veya herhangi bir demirli metaldir
- Parça boyutu veya ağırlığı, basınçlı döküm makinelerinin fiziksel olarak taşıyabileceği miktarı aşıyor
- Tasarımın yinelenmesi muhtemeldir ve takım modifikasyon maliyetleri düşük tutulmalıdır
- İç geometri, çekirdekler veya karmaşık geçişler gereklidir
- Tam mekanik özellikler için son dökümün ısıl işlemi gereklidir
- İlk makalelerin veya prototiplerin hızlı teslimatı bir önceliktir
- Eski veya özel ekipmanlara ait yedek parçaların çoğaltılması gerekir
Basınçlı döküm, alüminyum ve çinko parçaların hızlı, mükemmel yüzey kalitesiyle ve mümkün olan en düşük birim başına maliyetle üretilmesi gereken yüksek hacimli tüketici ve otomotiv imalatında yerini alır. Ancak kum dökümü çok daha geniş bir mühendislik ihtiyaçlarını kapsar, daha geniş bir malzeme yelpazesini işler, tek prototiplerden binlerce parçaya kadar ölçeklenebilir ve basınçlı döküm ekonomisinin işe yaramadığı senaryolarda uygun maliyetli olmaya devam eder. Döküm süreci seçeneklerini değerlendiren herhangi bir mühendis veya satın alma profesyoneli için kum dökümü başlangıç noktası olmalıdır ve gerekçelendirme yükü onu seçmek değil, ondan uzaklaşmak olmalıdır.